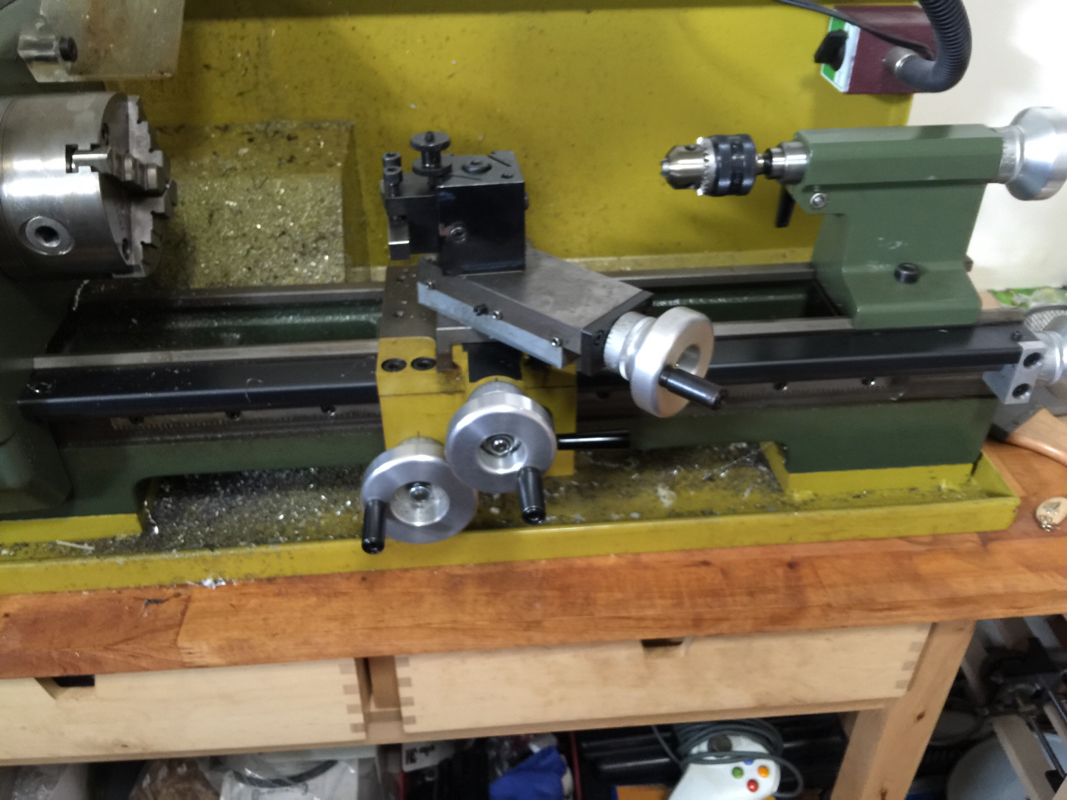
It has been a while since I do any serious work on the lathe. After fixing up the scale, the carriage was reinstalled and I took some time to take out some slack in the hand wheels and the screws. Turning is a little tighter now but still rather smooth. To get a proper feel, I chuck up a small piece of aluminum and did some test.
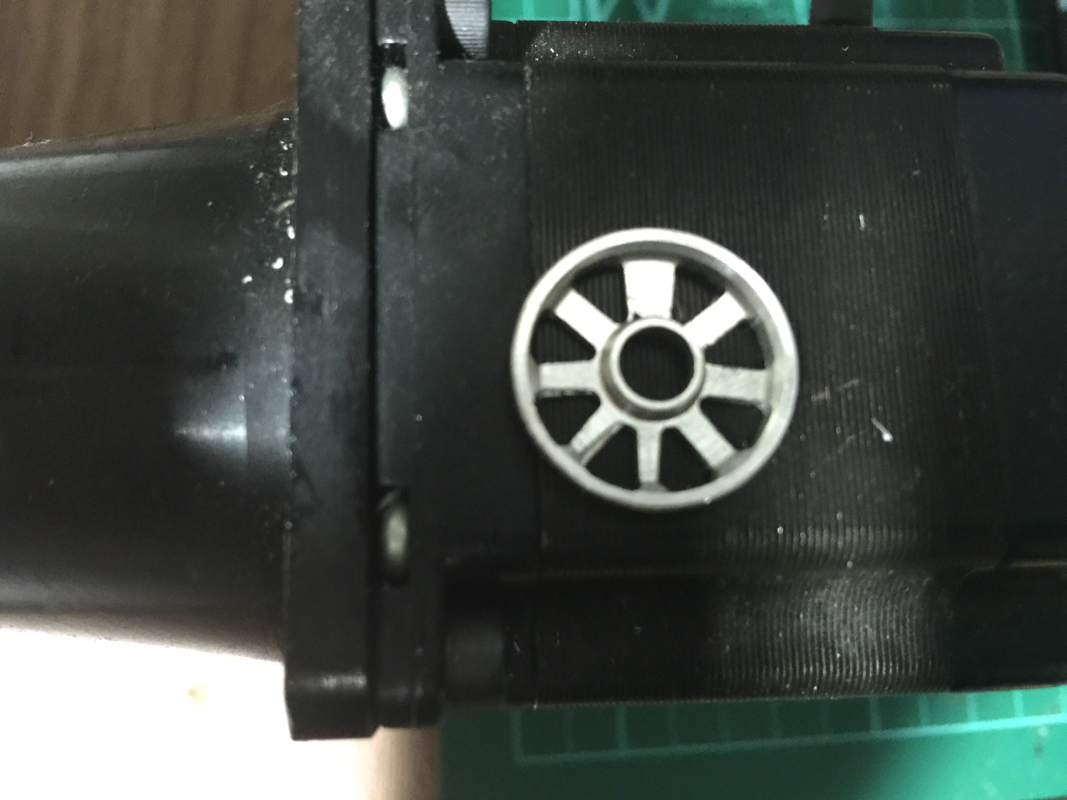
 The target diameter is 19mm, which is the size given to me for the slot car roller. |  Putting the roller on the workpiece for comparison. |
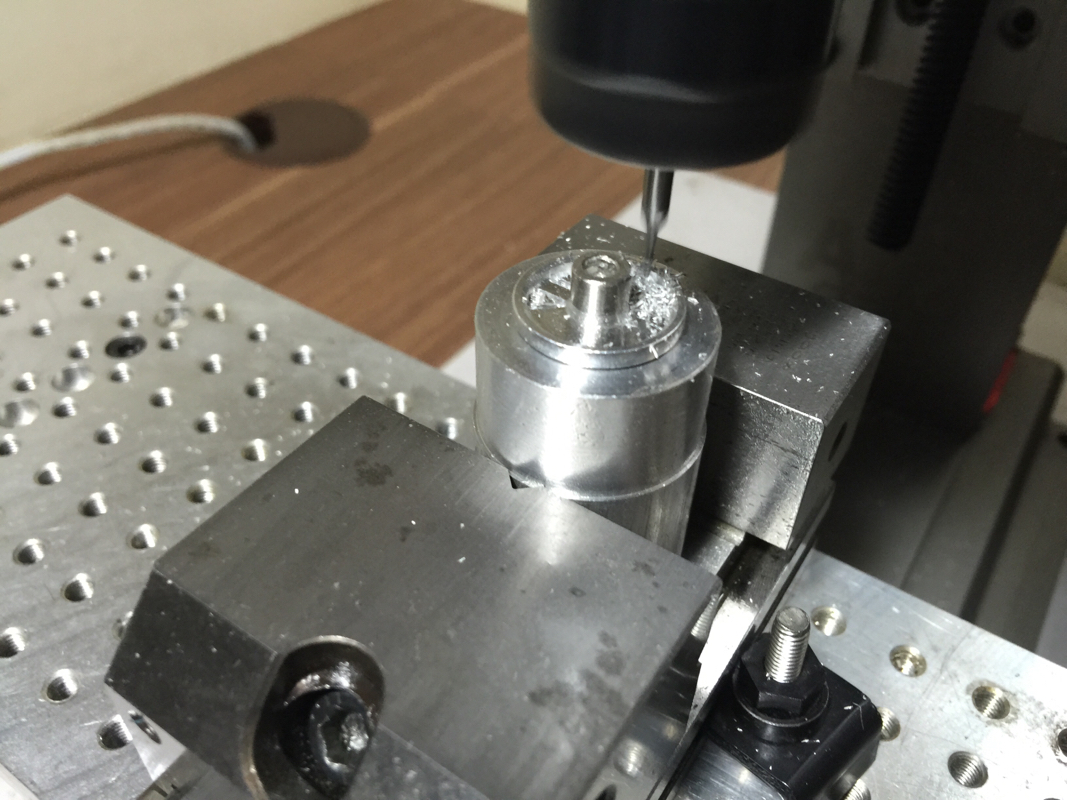
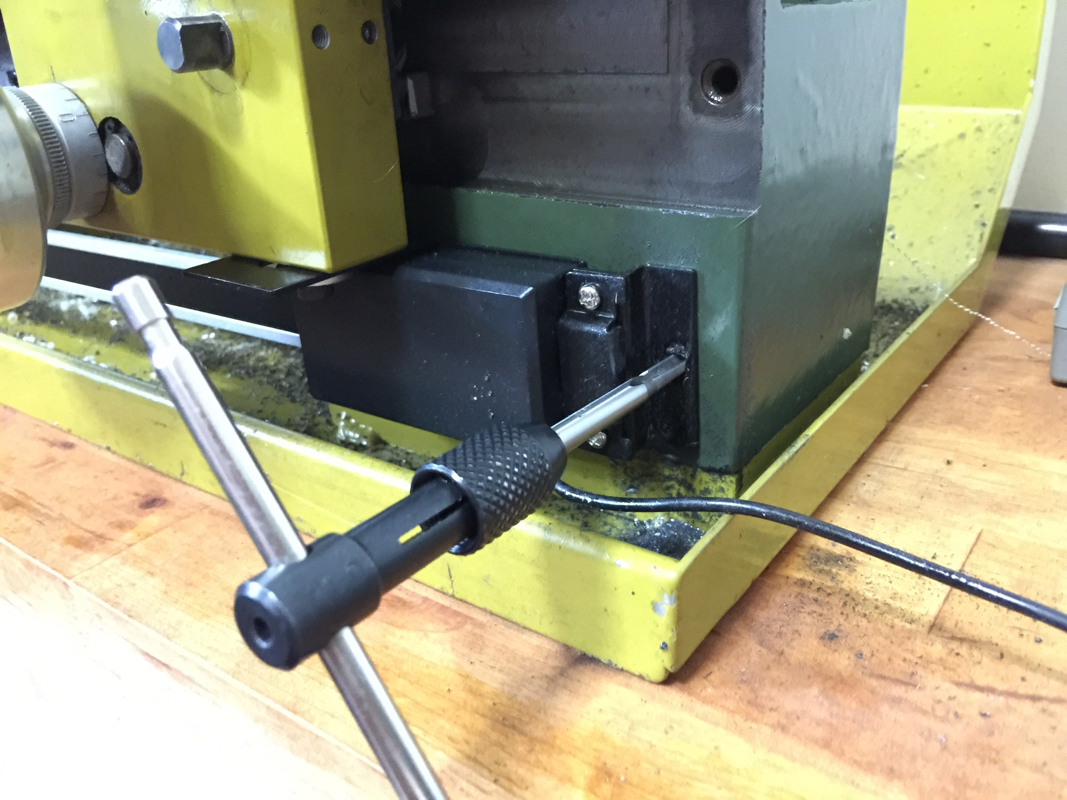
 Just when I started parting off, I realized that I forgot about the 5mm hole... Was too eager to try out using the DRO. Not too late to do the drilling though. | 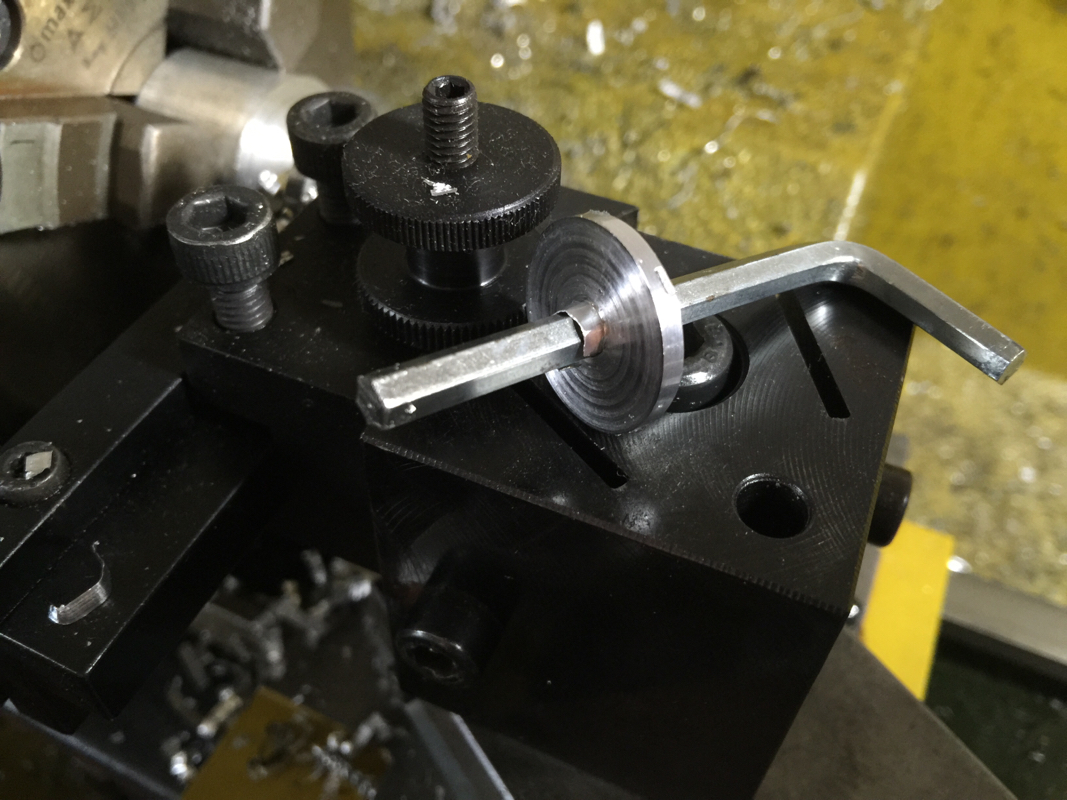 Parted off at 2.36mm. I've to devise a way to hold the cut off piece to face the other side. |
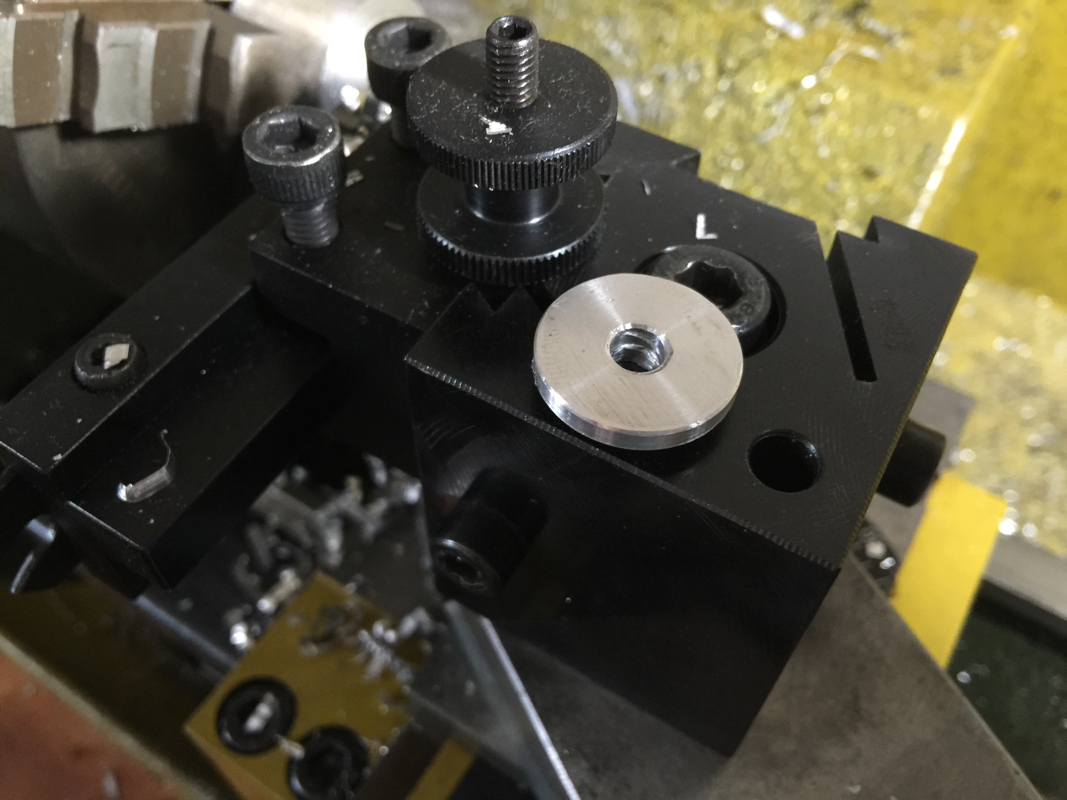
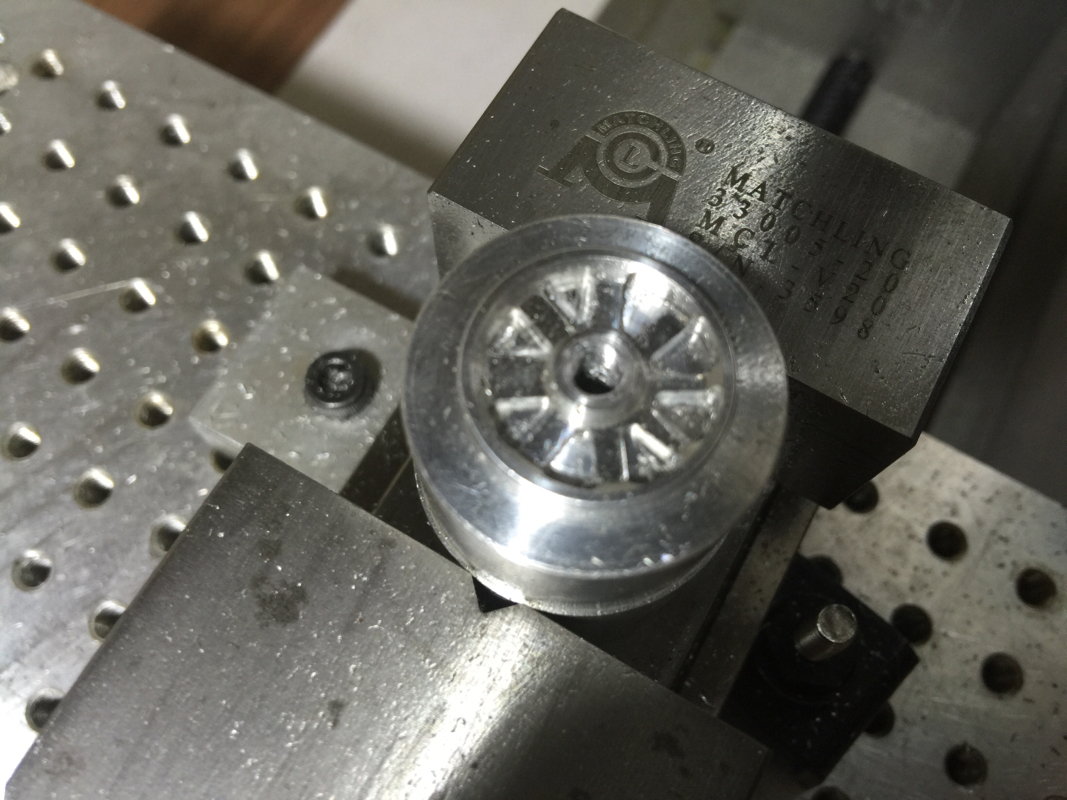
The wheel blank half done.
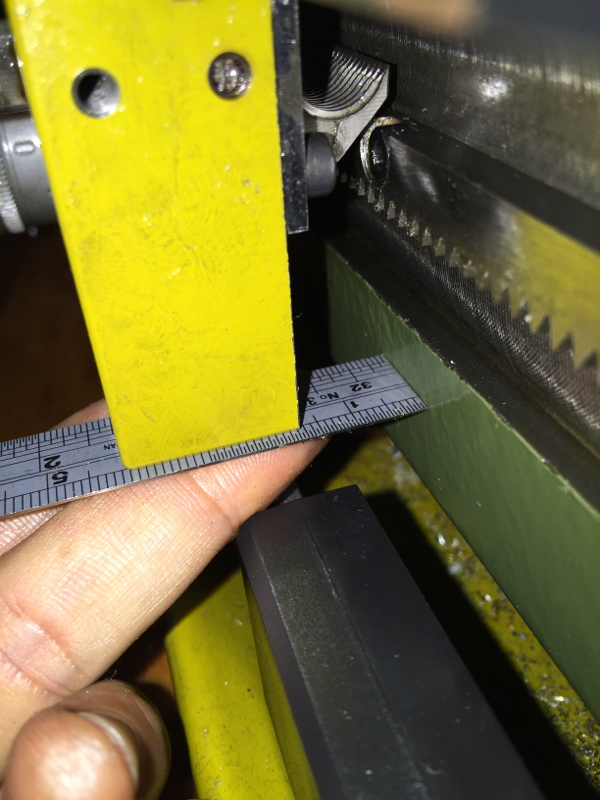
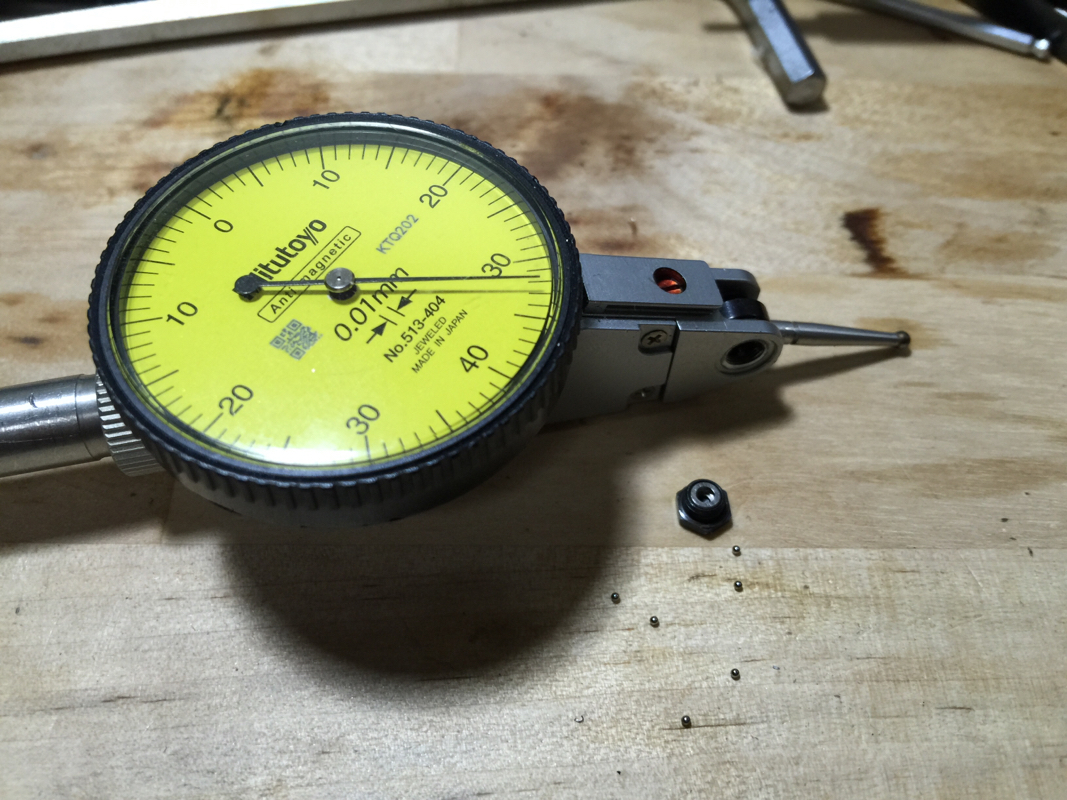
 The piece given to me as sample measured 18.919mm. I believe the seller meant it to be 19mm (per their website) but this is not a part that requires tight tolerance. |  Love to see this: I'm within 0.01mm! |
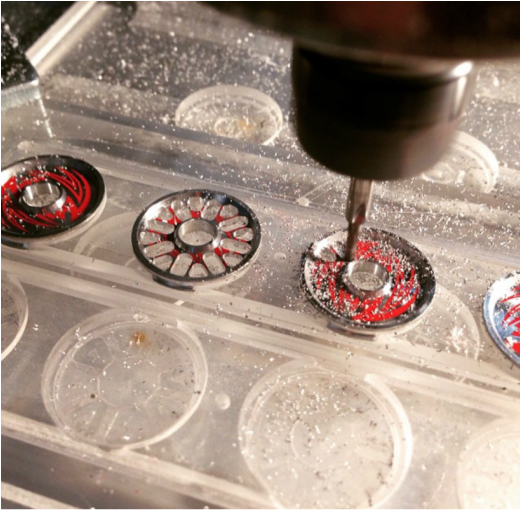
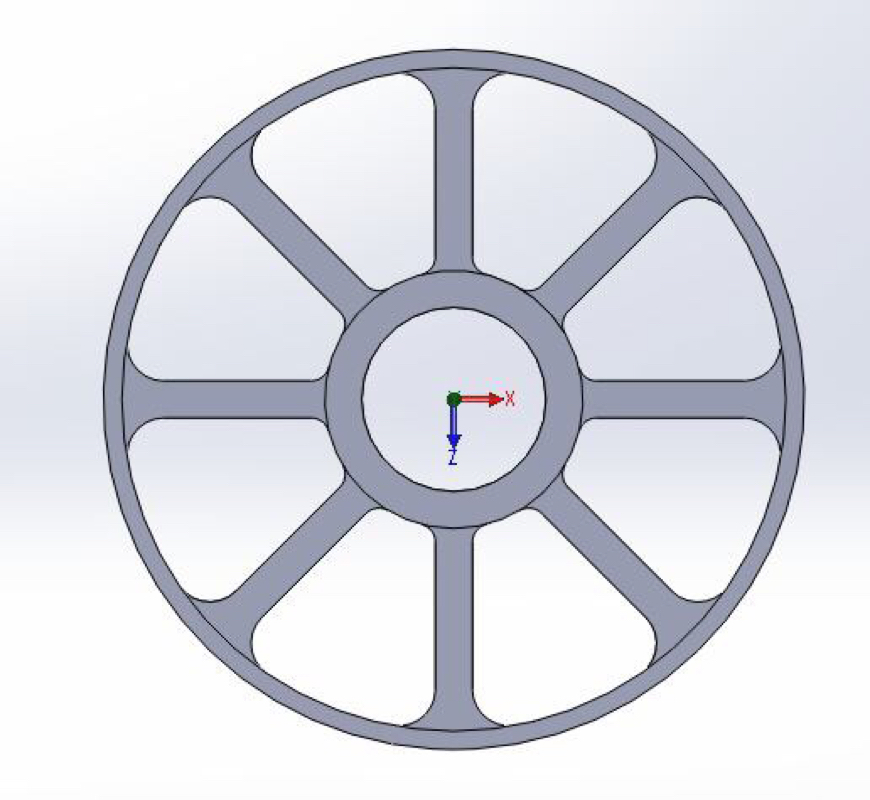
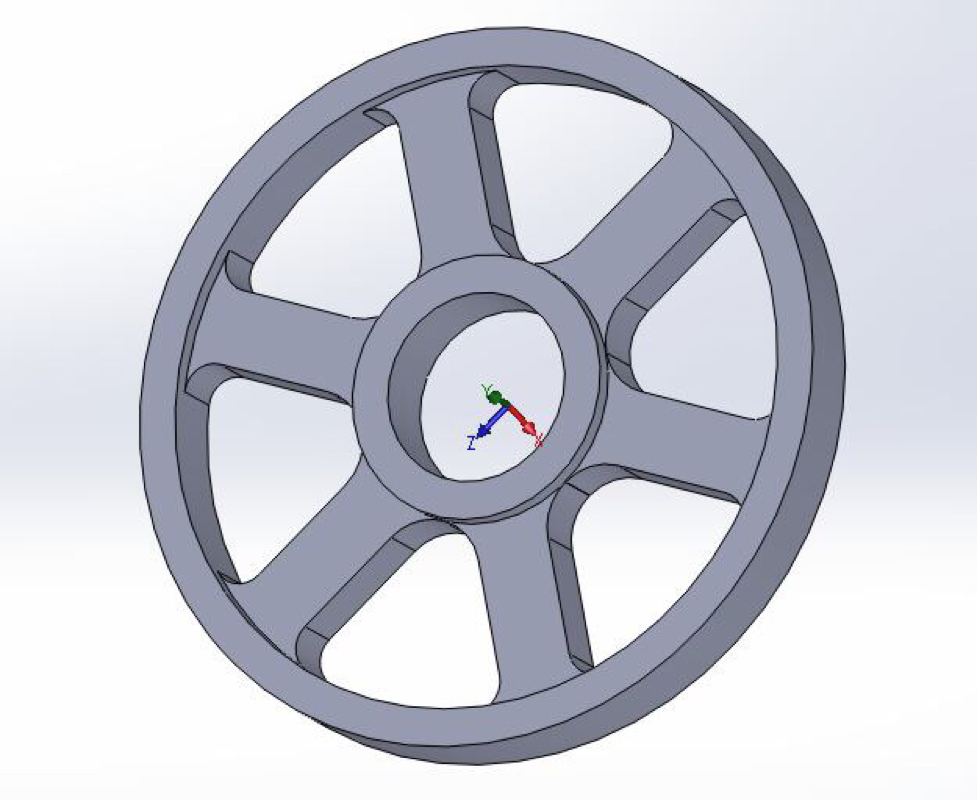
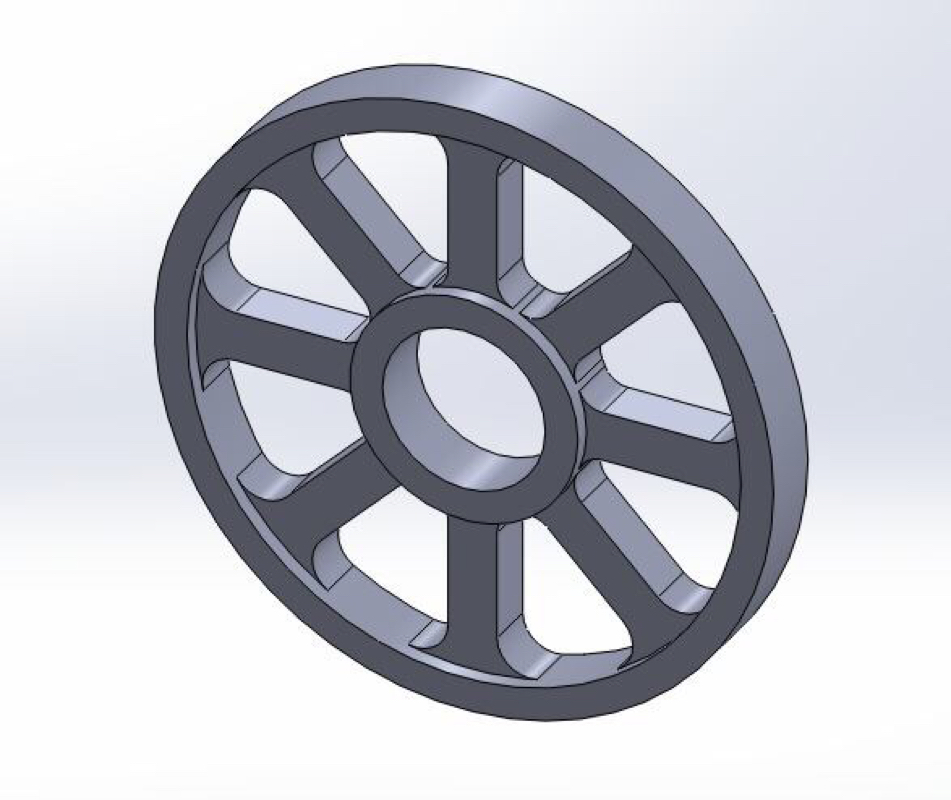
Come to think about it, if I'm to make the wheels from scratch, I don't really need to face off the part off side of the wheel. Reason being, most of its face would be recessed and spokes milled out.
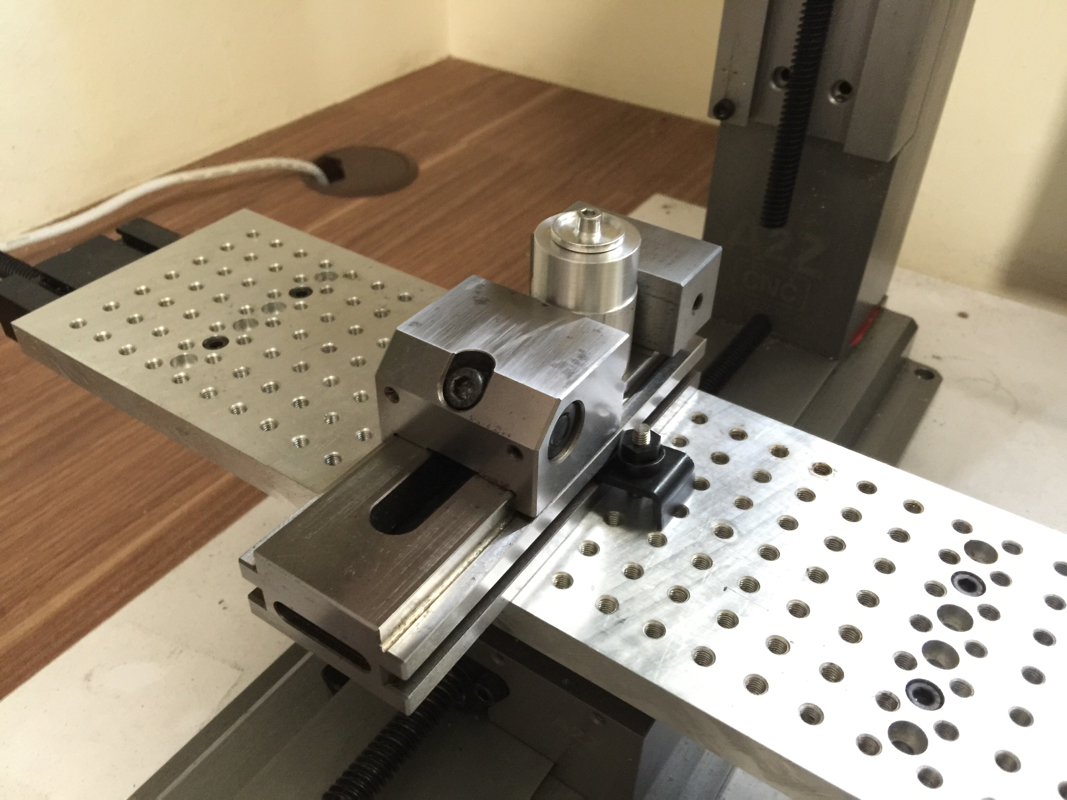
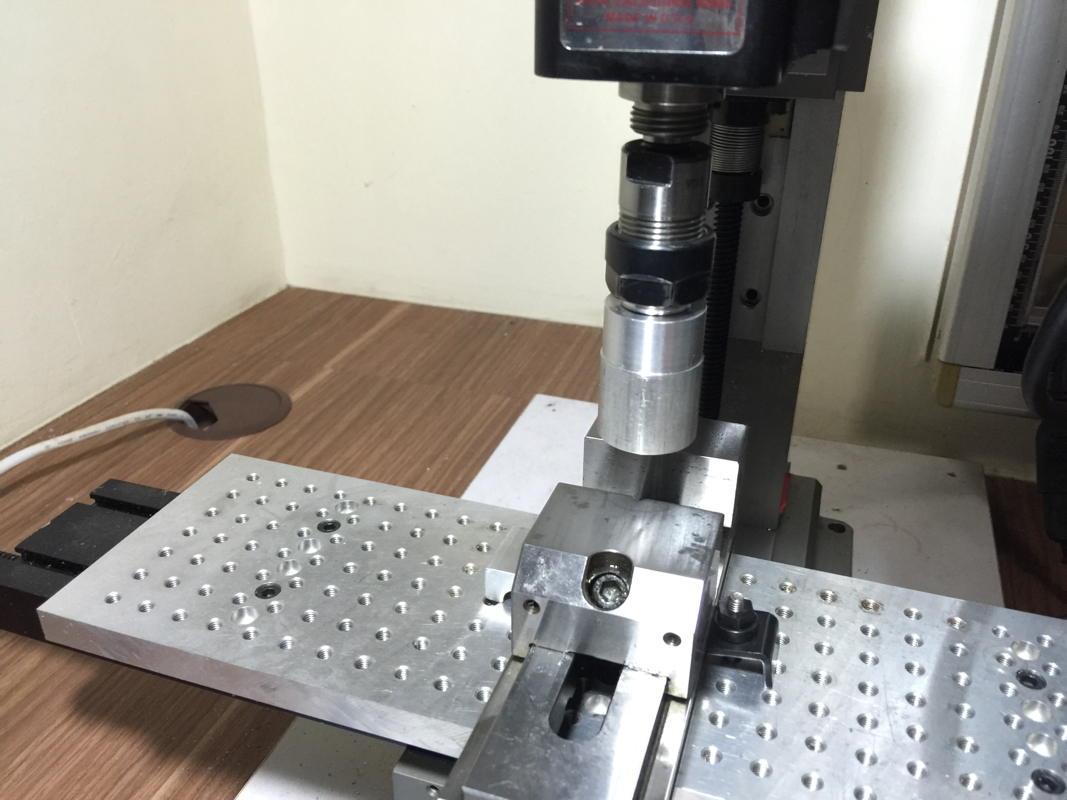
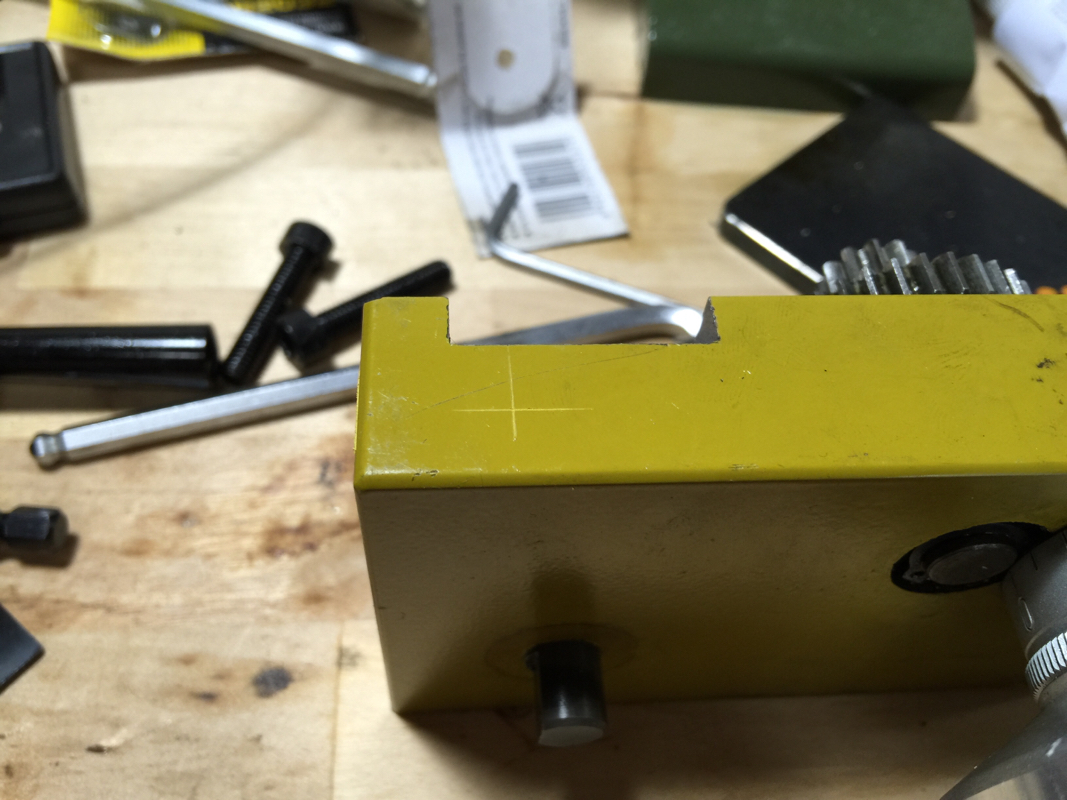
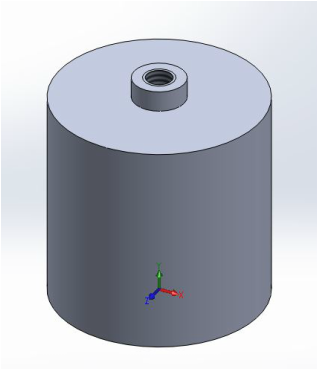
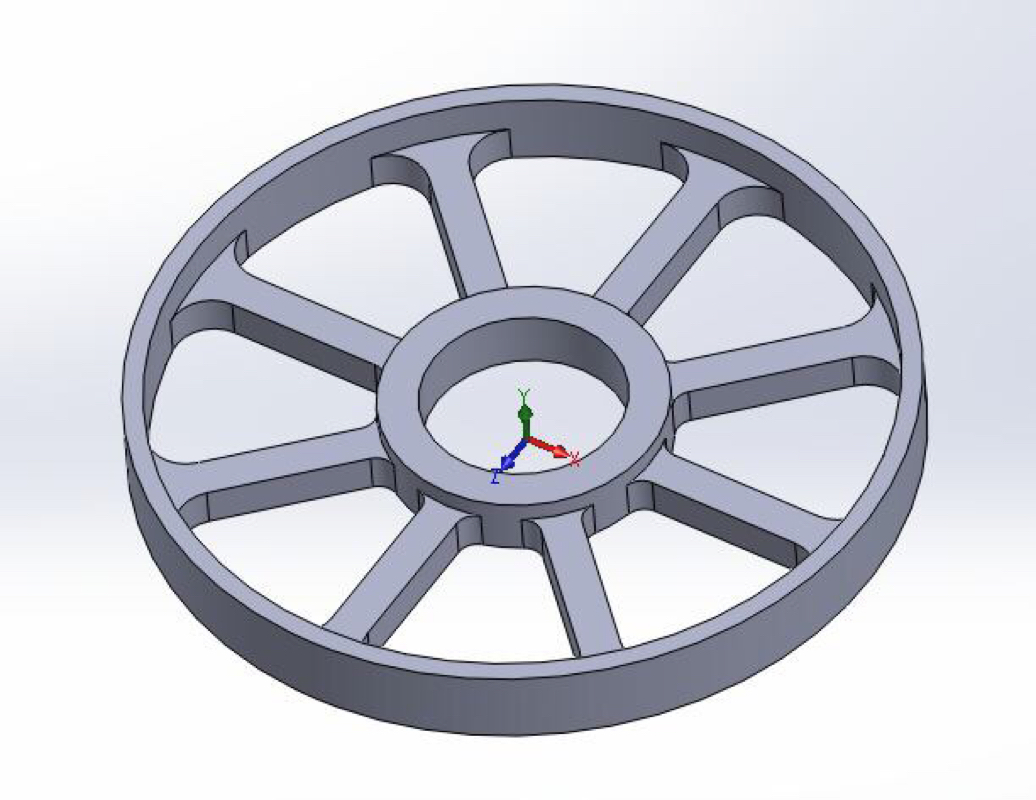
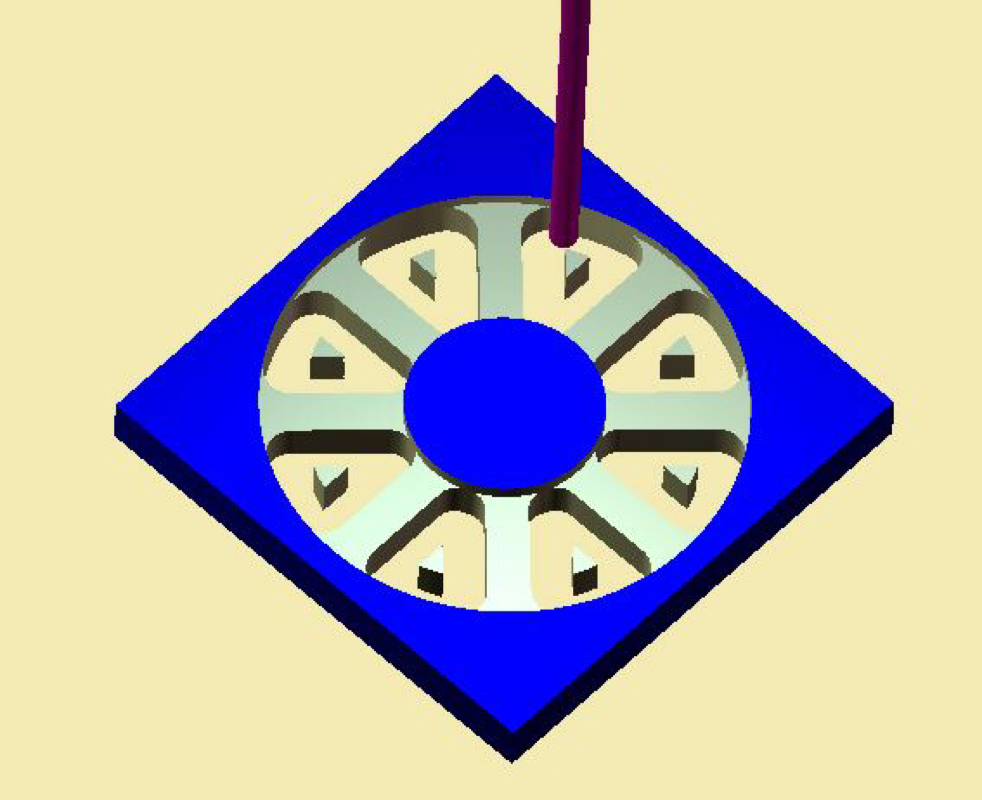
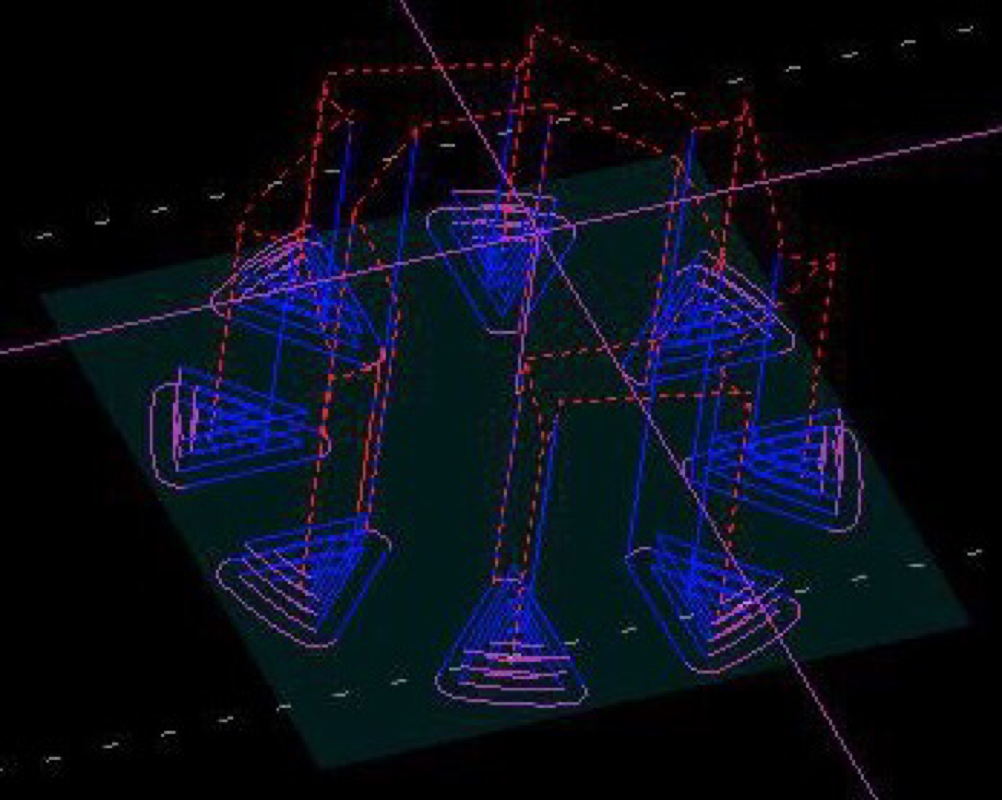
I'll make a wheel fixture to hold the wheel on the Sherline/A2Z CNC Mill. The fixture will be held in the vise. This is what I've in mind:
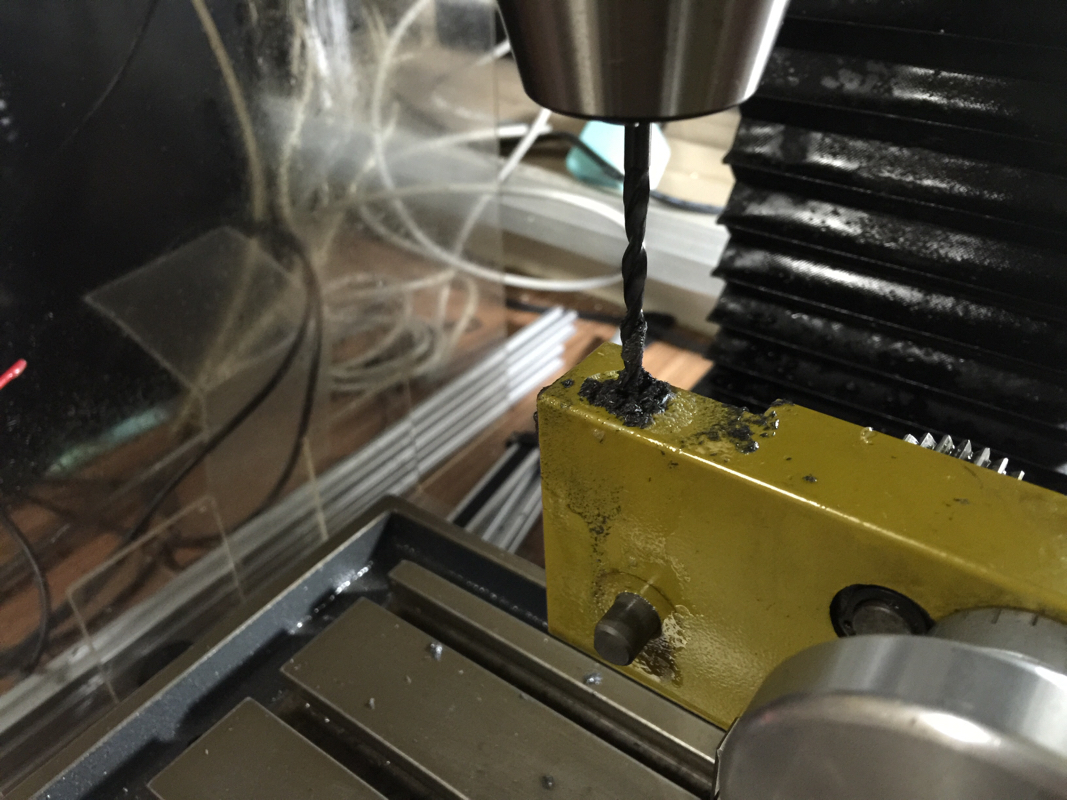
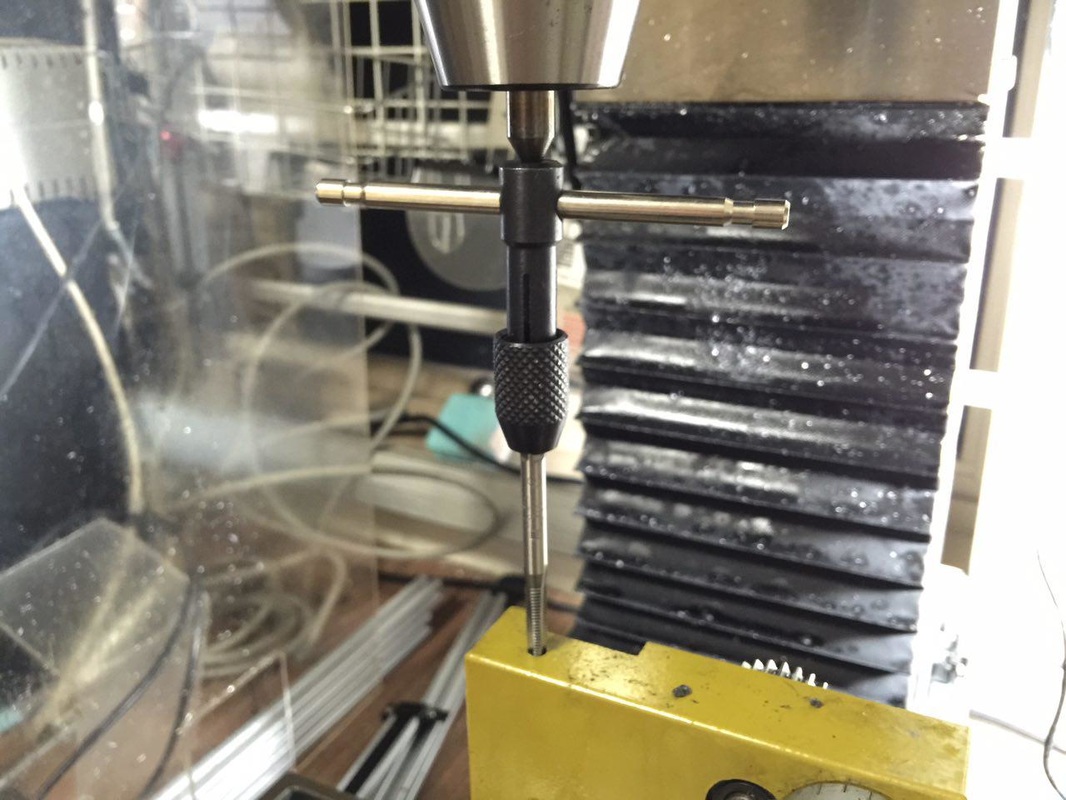
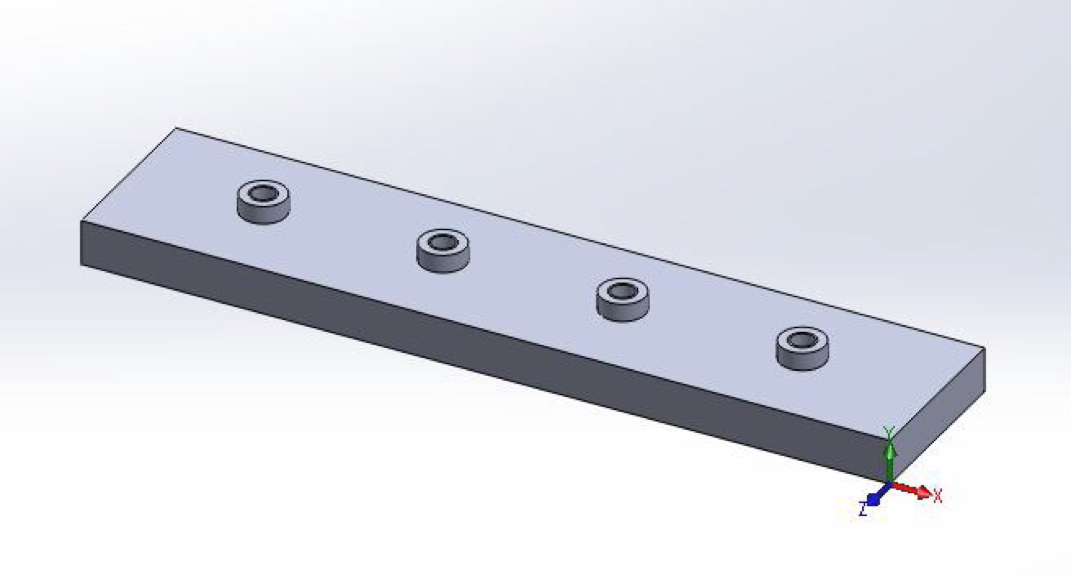
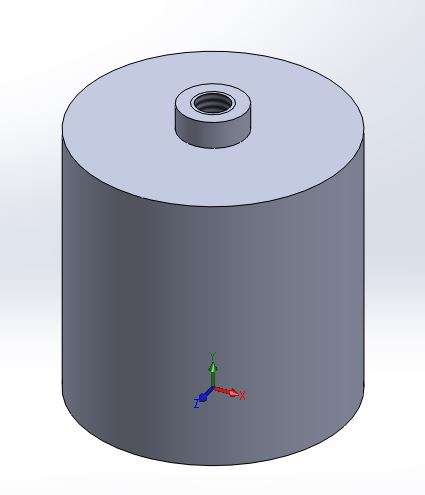 The diameter of the cylinder will be 20mm. The little protrusion on the top face will be 5mm, matching the ID of the wheel blank. It will have a height of 2mm, slightly shorter than the thickness of the blank to hold down the blank. The centre hole will be tapped M3. | 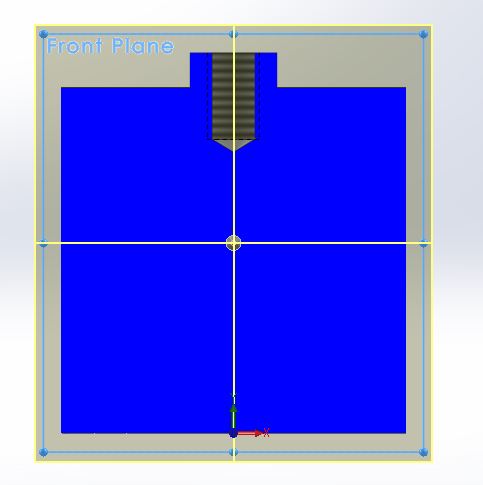 Cross section view of the fixture. |





































 RSS Feed
RSS Feed
