As I'm to make 50 pieces of the stainless steel bushing for my dad, I'm thinking of a way to make turning to a specific length easier and more repeatable. The carriage stop has been on my To-Do list for a long time. But I just couldn't find a plan online that can be used on my Proxxon PD400. The Fixed Steady I've gave me an idea though - a simple piece that clamps onto the ways of the lathe to act as a stop.

I measured the distance between the ways and the dimensions at the base of the Fixed Steady to come out with a simple diagram.
A pieces of square aluminium bar stock was used. All faces were cleaned up and milled square.
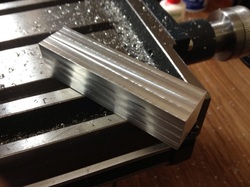
All squared up and ready.
Milling a section 3.5mm deep.
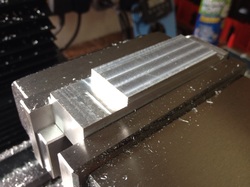
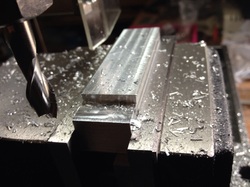
The other end that will sit on the prism shaped way.
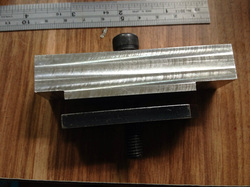
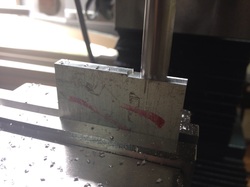
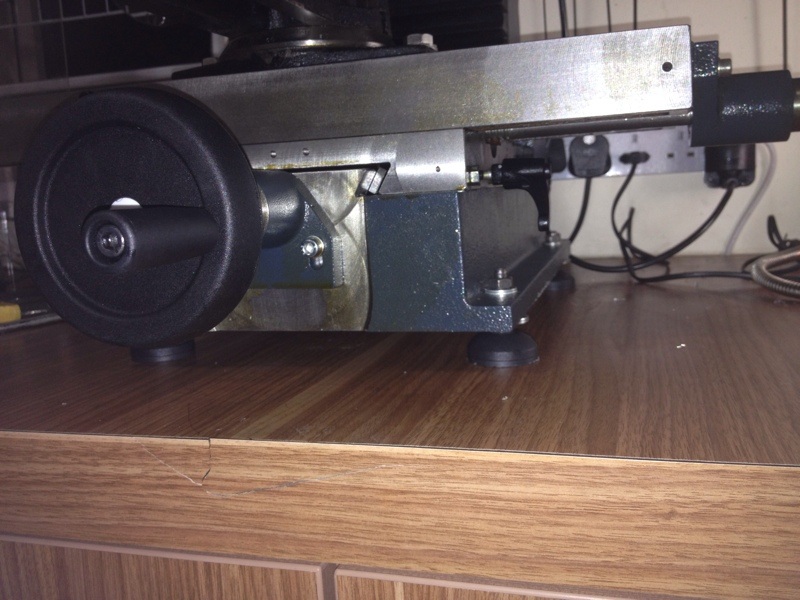
The assembly. As mentioned above, the clamping plate is from the Fixed Steady.

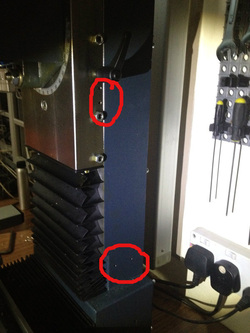
Placed on the way to see if it holds out.

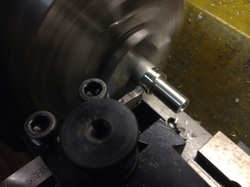
Then I realised one thing; most of the job will be done close to the chuck.

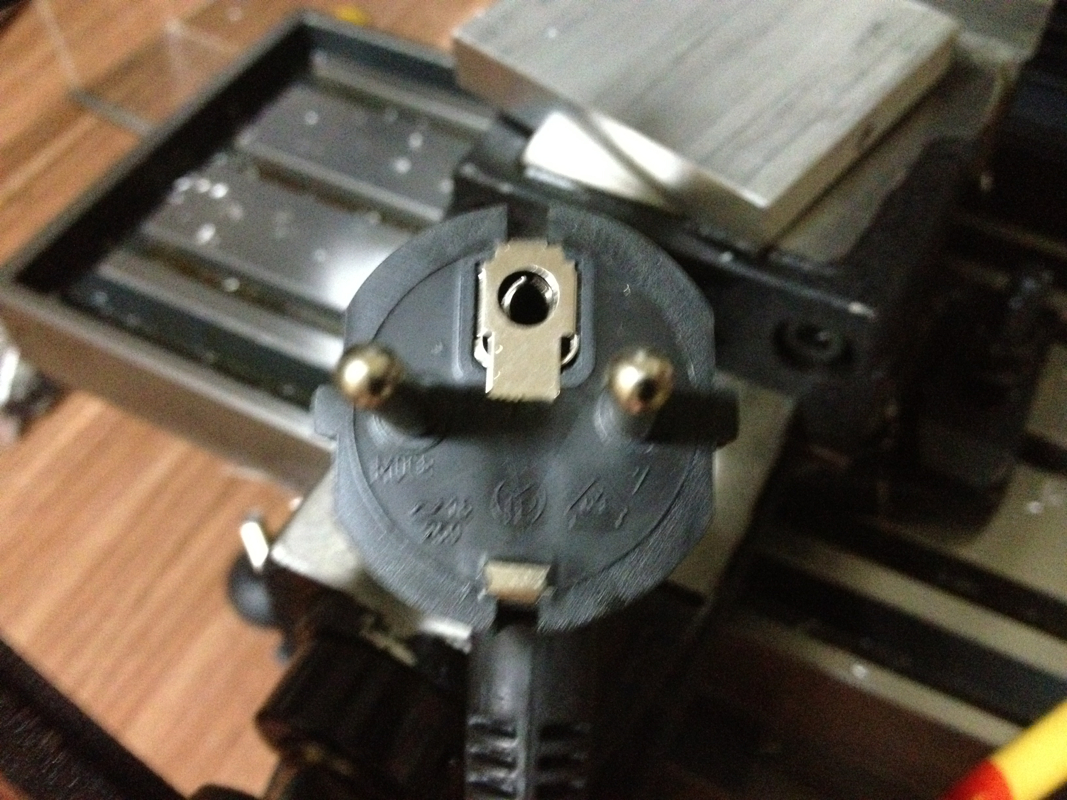
It is, in actual fact. I'm not able to tighten the cap screw with the allen key in this position.

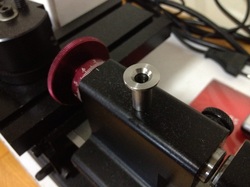
Switching to a hex head solved the problem. Tightening is also easier with a wrench.
I carried on working on the stainless steel bushing with the stop in place. It works rather well till a long string of swarf went in between the stop and the carriage. This got me thinking of those pics of carriage stop I saw online. The rod that is used on most for adjustment may be the solution to my problem since contact area is smaller.
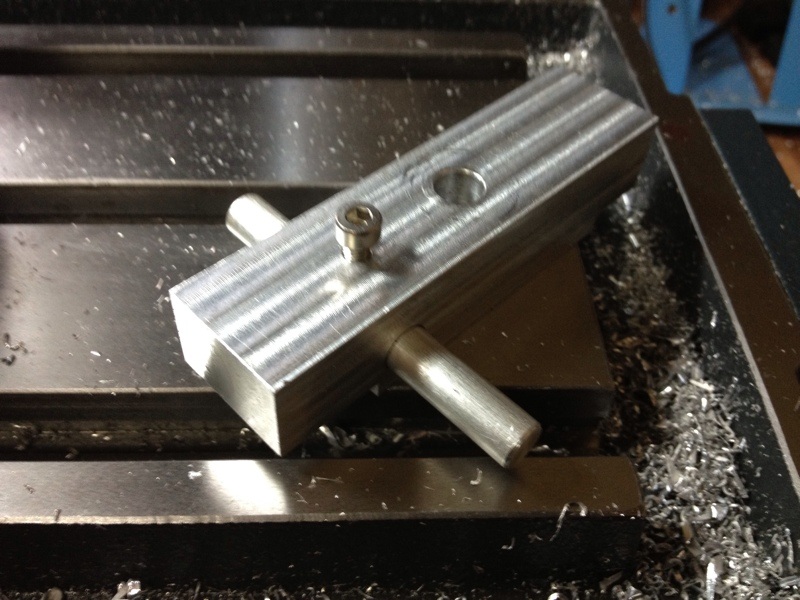
Back to work on the mill drilling and tapping the stop. This is what I got:
Back to work on the mill drilling and tapping the stop. This is what I got:

After making 2 more pieces of the bushing, I started wondering how have I been surviving without the carriage stop... It is a simple to make, yet effective. It makes working on the lathe so much simpler. If I'm able to make one that will trigger the autofeed to stop, it will be even better. The plan posted on Tools And Mods by Ralph Patterson looks simple to implement. The plan is available for download here. I'll study the plan to see if its simple enough for newbies like me.
Time to stop. Now feeling that good. The swell on my cheek doesn't seem to go away. The stitched wound on my gum feels sore. Guess I should wash up, make something to eat, take the many pills given to me, and go to bed. I've a meeting to attend at 11am tomorrow. Fixed that up last Friday. Will continue my medical leave after tomorrow.
Time to stop. Now feeling that good. The swell on my cheek doesn't seem to go away. The stitched wound on my gum feels sore. Guess I should wash up, make something to eat, take the many pills given to me, and go to bed. I've a meeting to attend at 11am tomorrow. Fixed that up last Friday. Will continue my medical leave after tomorrow.






































 RSS Feed
RSS Feed
