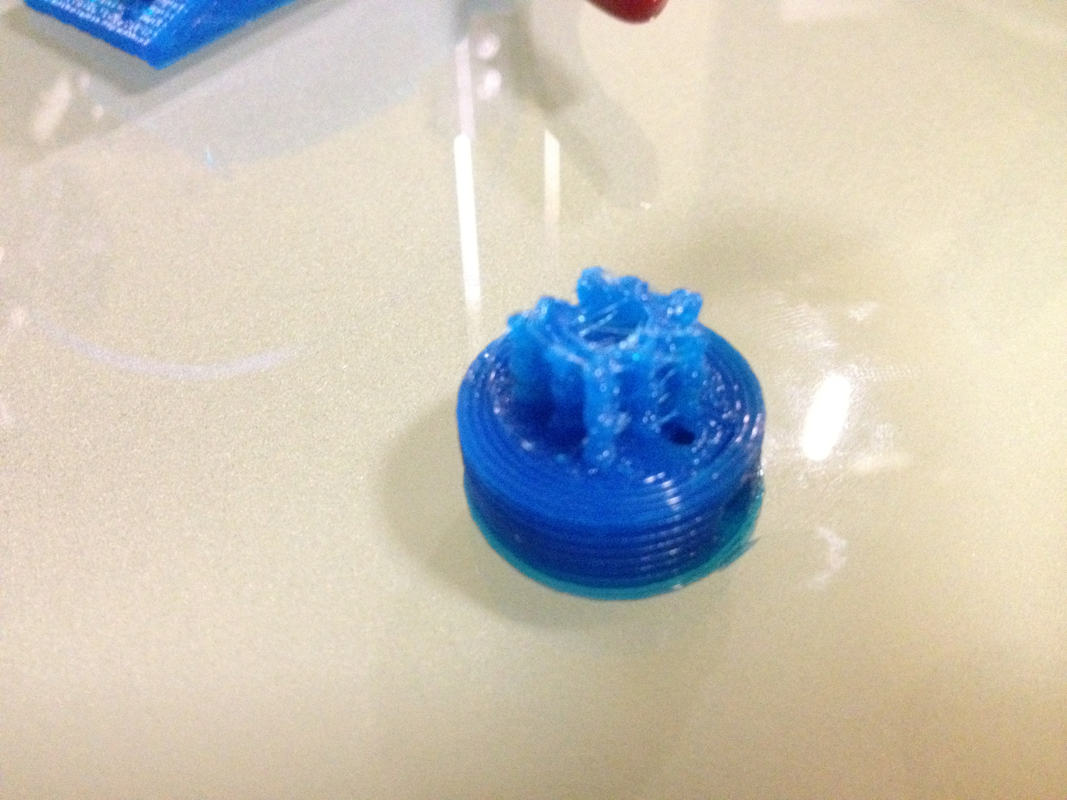
Many hours wasted this evening. I tried printing replacement parts for the Portabee using the Portabee but nothing, except the modified Y Bearing Holder, turns out well. It all started with wanting to replace the 2 gears on the extruder which are falling apart. They look like they're going to disintegrate anytime soon with strands of plastic coming off. The round portion of the smaller 9-tooth gear looks ok when printing. The print took a worst turn at the teeth. 4 tries were made with none looking like a gear.
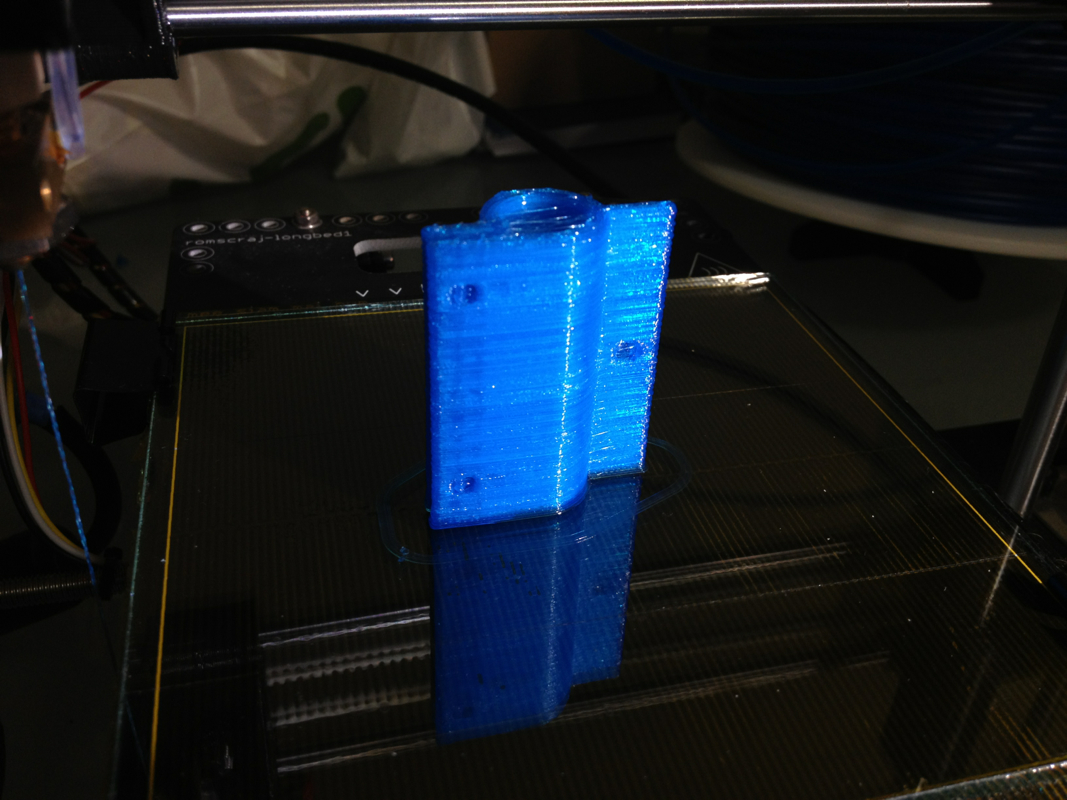
I tried printing the modified Y Bearing Holder posted on Romscraj's githhub to see if I will encounter the same problem. Sad to say that it took me 3 prints to have a successful part being printed.
I'm turning to Mike for help. Maybe he can start selling replacement parts for the Portabee or even Durbie. If this goes on, I'll have to thrash the Portabee and stick to learning to play with my mills & lathes.









 RSS Feed
RSS Feed
