This statement had been made several times over several years. In fact, Terence and me had recently made that "vow" again. It was only a few weeks ago and it is already broken... Lolz...
This is what I just received from CTC Tools:
This is what I just received from CTC Tools:
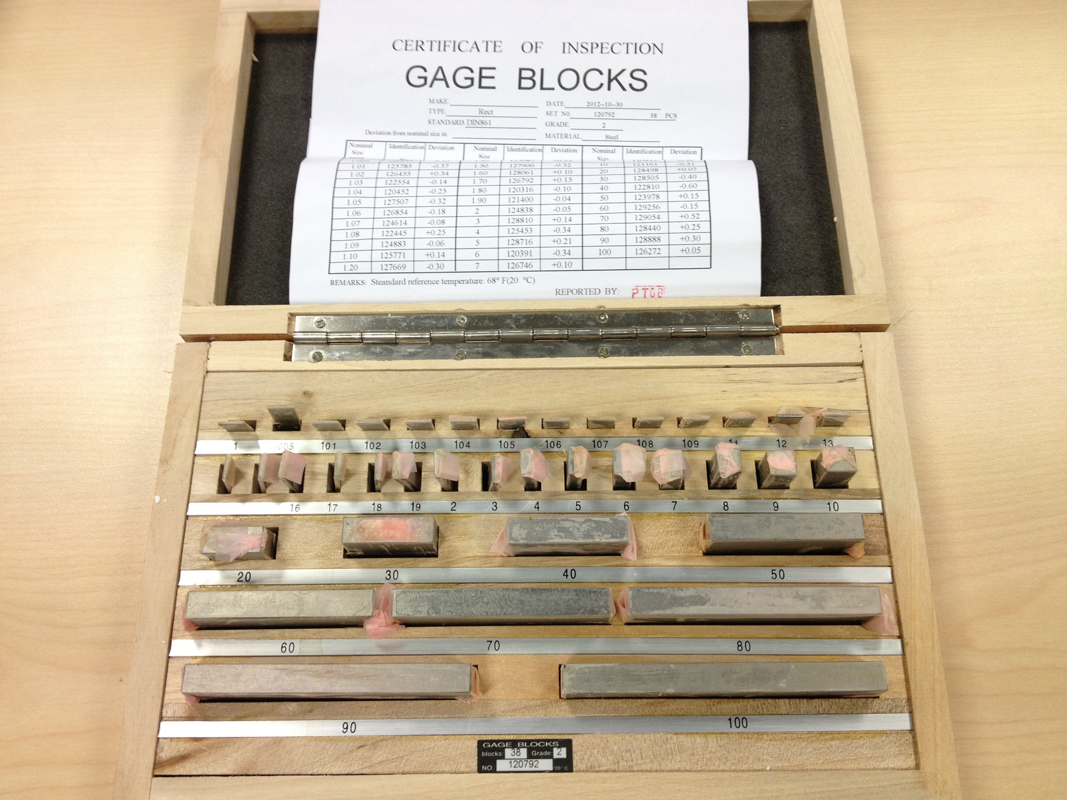
Saw this set of 38 piece metric gauge blocks going on sale with a 10% discount off in their November newsletter. Couldn't help but click on the link to make the purchase.
The set came in a nice wooden box and a piece of paper that talks about the precision of each piece. Think I can call it a certificate?
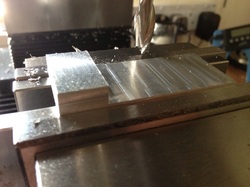
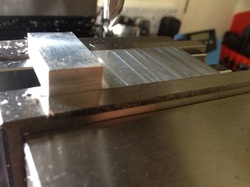
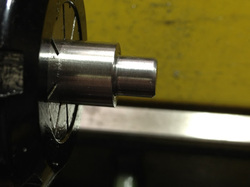
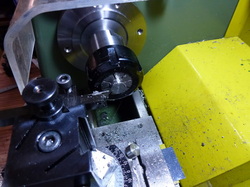
While I was on their site, I also picked up the tool holder for round insert and a box of the round inserts. The inserts cost very much more than the holder...
The set came in a nice wooden box and a piece of paper that talks about the precision of each piece. Think I can call it a certificate?
While I was on their site, I also picked up the tool holder for round insert and a box of the round inserts. The inserts cost very much more than the holder...
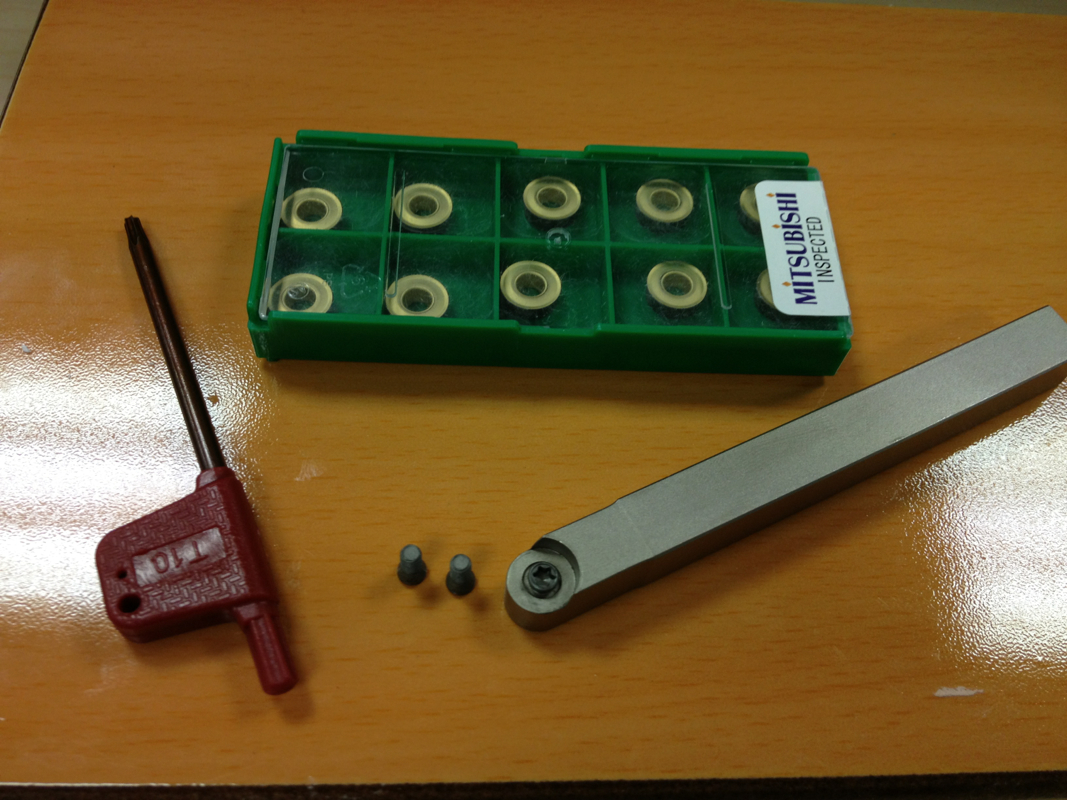
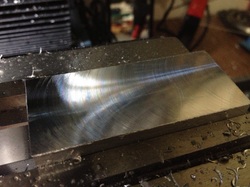
The holder is not in the usual black coat like those in the box. It looked well made. I plan to use it for fly cutting.





















 RSS Feed
RSS Feed
