The 5/16" BSF threads was cut in the lathe this morning using 1" button die mounted in the die holder made originally for the Sherline tailstock but with the 0MT 3/4-16 adapter removed. The operation was completed without surprises and I'm happy with the result.
When I got home at night, I cleaned up the threads and parted off the 1/2 centre to length. Next would be to make an abor with a 5/16" BSF tapped hole to hold the partially completed work to turn the 60-degree point, which I'll only be able to continue tomorrow before leaving to church.
When I got home at night, I cleaned up the threads and parted off the 1/2 centre to length. Next would be to make an abor with a 5/16" BSF tapped hole to hold the partially completed work to turn the 60-degree point, which I'll only be able to continue tomorrow before leaving to church.

The silver steel supplied by Hemingway in its kit.

Putting on latex glove to prevent chips pricking through the skin of my hand. Painful to remove the splinters without the glove.

The ER32 collets. The set was bought from CTC Tools many months ago.

Turning down to 7.94mm diameter to accept the threads.

Putting on the chamfer.
Getting ready to apply the die.

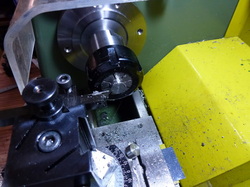
Using the die holder I made for Sherline lathe. The live centre was pressing against the threaded hole of the holder while I try to start the thread. Not very easy.

Switching in the die handle with one of the handles removed. The handle was bearing against the lathe bed while I turn the spindle with the wrench.

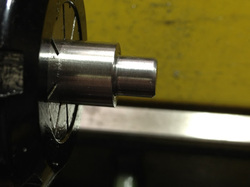
Testing the threads with the Base. It should be the Slide I'm supposed to fit this, but it doesn't matter. May need to turn an undercut to allow The 1/2 centre to thread all the way into the Slide.

Taken out of the collet for photoshoot.

The would-be 1/2 centre refused to go all the way in. Gap is about 1mm. I shortened the length of the threaded portion by a little and did a 0.8mm under cut. Now it goes all the way through.
Parting off to length + some buffer to face off.
The next step is to make an arbor with a 5/16" BSF threaded hole. The job is to be screwed into this hole to have the 60 degree taper cut turned on the opposite end. I went through my bin of steel but couldn't find any suitable size rod for this. What I've is mostly long 1" steel rod which needs to be cut on the bandsaw for use. Its too late to do the work on the bandsaw for fear of angry neighbours pounding on my door and I'm too tired to saw it by hand. I was about to call it a day (or would it be "night"?) when I saw this tap guide I did when I first bought my Sherline lathe. I put it in the collet chuck and started turning it down a little but...
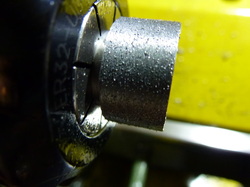
What happened?!

I ran a file on the surface to clean up the ugly looking finish and faced it flat. I'll be drilling through to enlarge the hole for the 5/16" BSF tap.
I'm totally wasted... its only 11.10pm and I'm feeling so tired. Time to stop before silly mistakes are made that can hurt myself. Will continue tomorrow, if time allows.
 RSS Feed
RSS Feed
