I've to blame Terence again (seemed like he is so nice to pin all the blames on...). He mentioned that his mill couldn't cut a true circular pocket while he was working on the turner's cube on his mill. His remark reminds me of the video posted by Hossmachine. He was testing the backlash compensation settings on Mach3 by milling circular pockets. This stirred me to do the same test as the backlash comp in my Mach3 setting was just done a couple of weeks back.
The test was done on the same piece of aluminium stock used in the afternoon to test DOC. The Circular Pocketing Wizard in Mach3 was used to generate the GCode for a 20mm diameter circular pocket. As the test was to see how round will be the circle, I set the DOC each pass conservatively at 0.25mm.

Mid way through pocketing. The feedrate I set is painfully slow at 150mm/min.

Done finally...
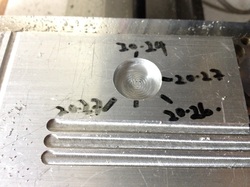
4 measures were made. The closest to the diameter I set: 20.24mm. Why the 0.24mm from my 20mm diameter?!
My circle is not very round too - I'm out by 0.03mm.
2 things I've to get settled before I start on any projects using this mill:
1) Motor Tuning - to make sure that when I say move 10mm, the table indeed move 10mm (or within a certain range which I'll try to figure out what's good enough).
2) To measure backlash again - Maybe 0.03mm is good enough but let's see how much more I can bring this down. Again, no target set yet.
My circle is not very round too - I'm out by 0.03mm.
2 things I've to get settled before I start on any projects using this mill:
1) Motor Tuning - to make sure that when I say move 10mm, the table indeed move 10mm (or within a certain range which I'll try to figure out what's good enough).
2) To measure backlash again - Maybe 0.03mm is good enough but let's see how much more I can bring this down. Again, no target set yet.
I've a video taken when the mill was making the 2nd last pass. I am wonder, if any kind soul out there can help answer, if the sound created by the endmill plunging into the workpiece is a sign of things not done right.
Do drop me a comment please.
Ok, I'm supposed to get ready the Sherline Lathe so that Terence can pick it up tomorrow night. I want him to try playing on a lathe before deciding which one to buy. Problem is, I'm feeling really tired. I'll try setting it up tomorrow morning if time permits. Got to reach Alicia's church by 9.30am.
I am tempted to go for the Wabeco D4000 when Terence asked me if I am thinking of letting go of the Proxxon PD400. This presented an opportunity to go for the lathe I always wanted but settled for my 2nd choice due to budget. I'll have to give this some thought given the uncertainty in the market. Also, I've not explored the full potential of the Proxxon. It will be a waste to swap it out at the moment. I'm rather divided...
I am tempted to go for the Wabeco D4000 when Terence asked me if I am thinking of letting go of the Proxxon PD400. This presented an opportunity to go for the lathe I always wanted but settled for my 2nd choice due to budget. I'll have to give this some thought given the uncertainty in the market. Also, I've not explored the full potential of the Proxxon. It will be a waste to swap it out at the moment. I'm rather divided...
 RSS Feed
RSS Feed
