It was a fun morning in the shop today with Terence coming by to do some work together. We have been discussing on doing some projects together and wanted to start with the Touch Probe for the CNC mill he drawn up. As he has no experience in turning (not after leaving Secondary School many many years ago), we settled for the Turner's Cube as the starting project.
This is how a completed Turner's Cube looks like, taken from Bob Warfield's CNC Cookbook:
This is how a completed Turner's Cube looks like, taken from Bob Warfield's CNC Cookbook:
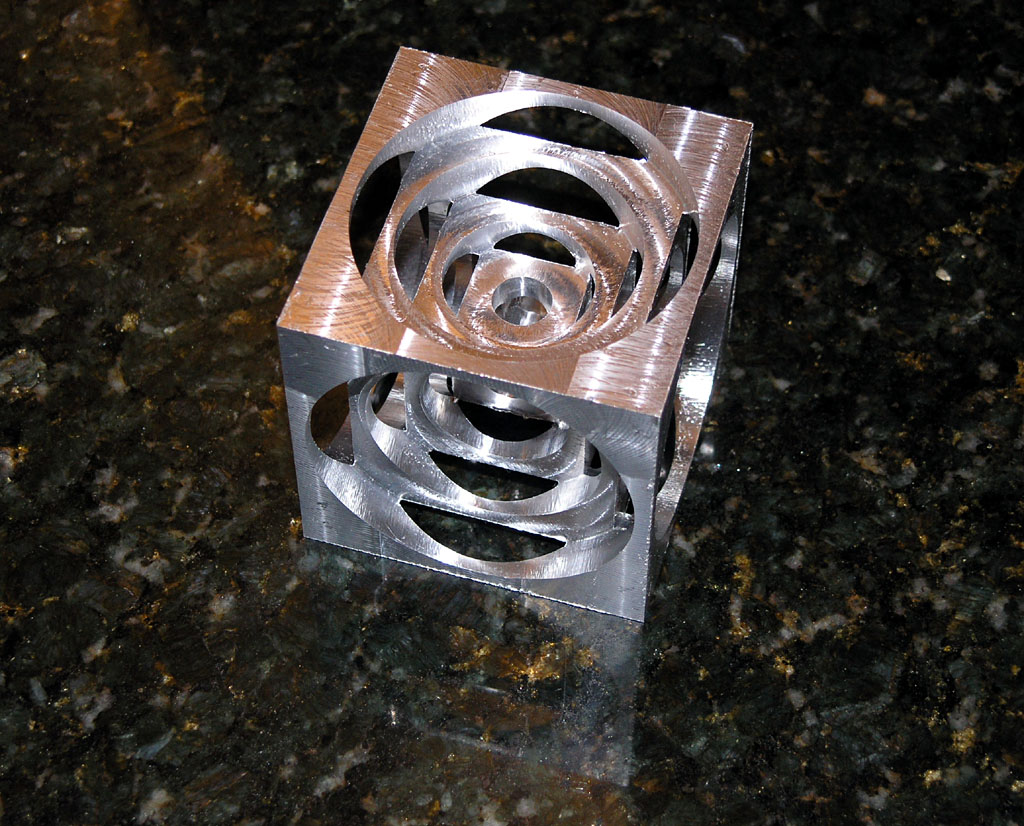
Click on the pic to go to CNC Cookbook. Bob has many interesting articles on machining and is the author of GWizard Calculator - a really helpful tool to have even for home machining.
It is a simple beginning project, I read online, for most people. There are many videos and pictures on the net showing different versions being made, not just on the lathe, but also on the mill. This project will be a good one for Terence to gain some hands on with the lathe and for me to learn the entire process from planning to completion and to build up the required confidence.
We started with a square bar of 1" aluminium I've in the box. To keep things simple, a smaller cube was agreed upon. Some time was spent facing the sides to bring the cube down to 24.5mm. Keying that in the GWizard Turner's Cube calculator, the other dimensions were given.
We didn't get to finish the project in one session as I ran out of shop time (meeting my parents to visit my grandmother). Hope to finish it up in our next session.
Not many pics this session. We were chatting away while I show the big guy some basic lathe work, which is all that I know... We hope to learn together, motivating and teaching each other up the learning curve of machining.
We started with a square bar of 1" aluminium I've in the box. To keep things simple, a smaller cube was agreed upon. Some time was spent facing the sides to bring the cube down to 24.5mm. Keying that in the GWizard Turner's Cube calculator, the other dimensions were given.
We didn't get to finish the project in one session as I ran out of shop time (meeting my parents to visit my grandmother). Hope to finish it up in our next session.
Not many pics this session. We were chatting away while I show the big guy some basic lathe work, which is all that I know... We hope to learn together, motivating and teaching each other up the learning curve of machining.

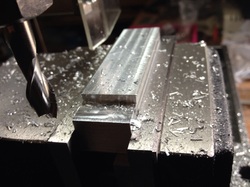
The 1" square aluminium bar stock of unknown grade being cut in the bandsaw. It was a quick cut with feed set at 'M'.

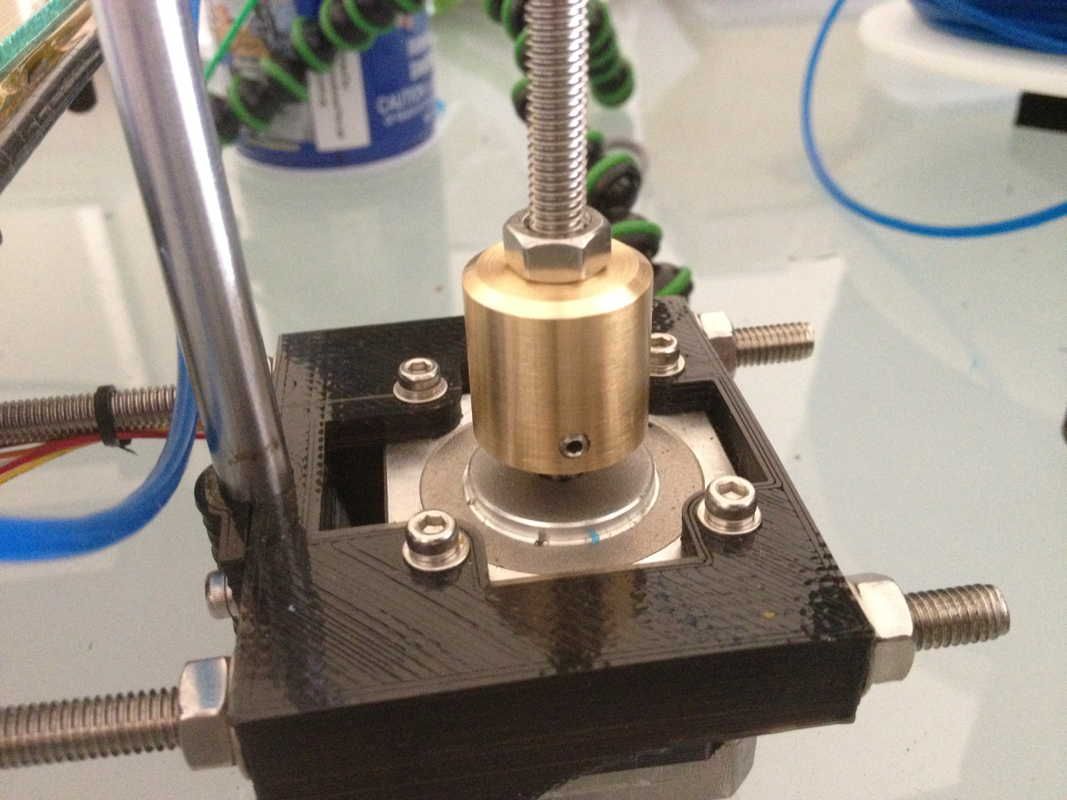
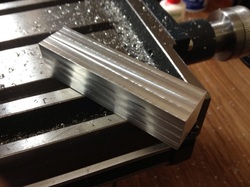
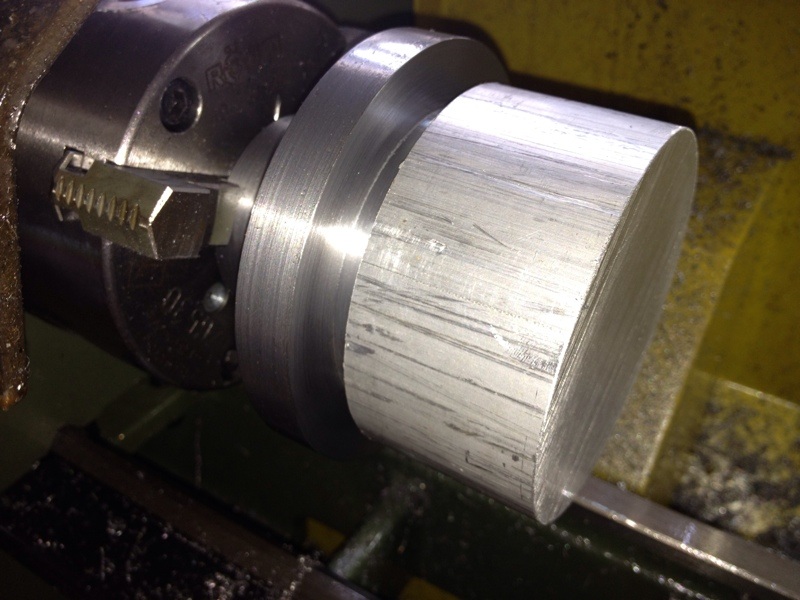
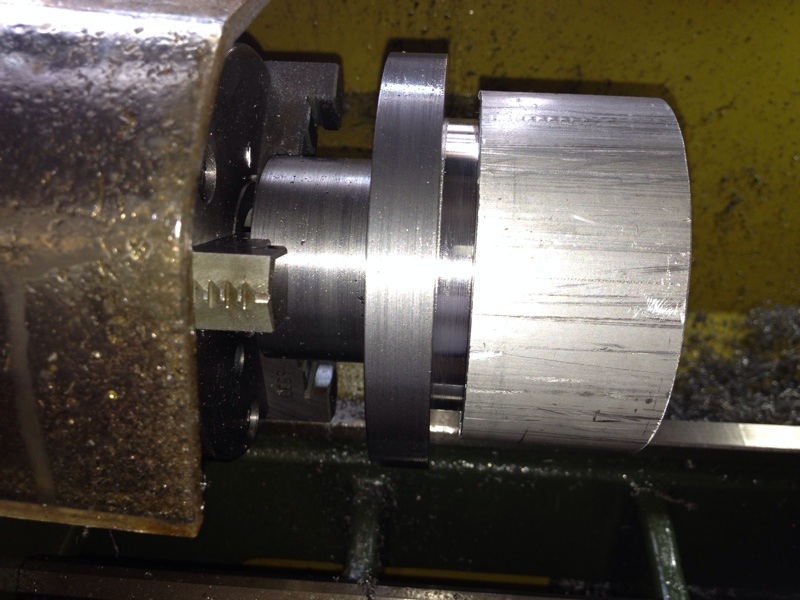
The workpiece was then cleaned up in the lathe using the automatic 4 jaw chuck. I really love this Rohm chuck - very good in precision despite being a scroll chuck.

Couple of sides done.
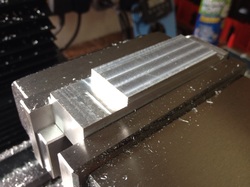
All sides done and ready for the next stage.

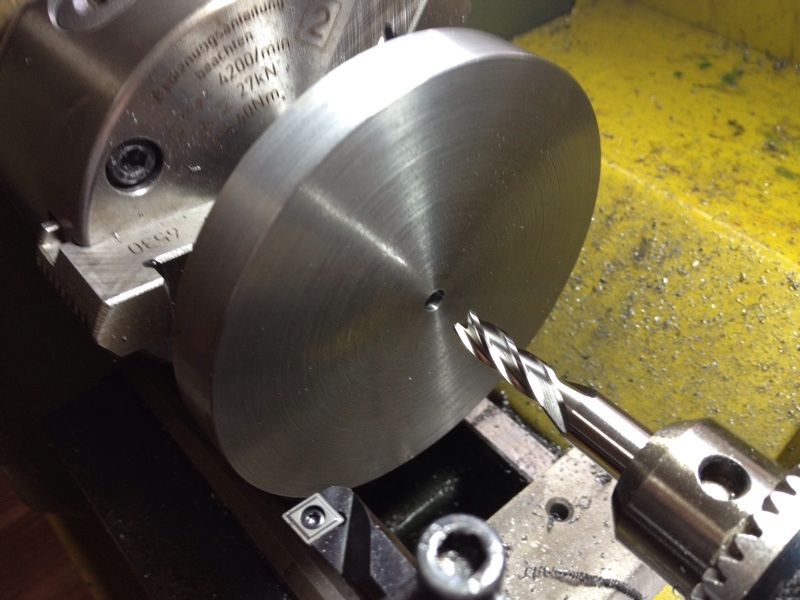
The first drill called for in the GWizard Calculator is a 3.5mm drill. Terence suggested drilling each side till half the depth so that if the cube is not in alignment with the centre line during chucking, we'll still have the holes in the middle of each face. It is a very good idea and makes lots of sense! I would have drill all the way through on 3 sides to save time. But the result proved the added step to be unnecessary as all the halves lines up very nicely with each other! I was surprise with the result, adding to my confident with the lathe and the Rohm chuck.
This was where we stopped. A total of slightly less than 4 hours was spent in the shop, including chit chatting, introducing the lathe and parts, deciding if the mill or the lathe should be used for the ops, and the actual work.
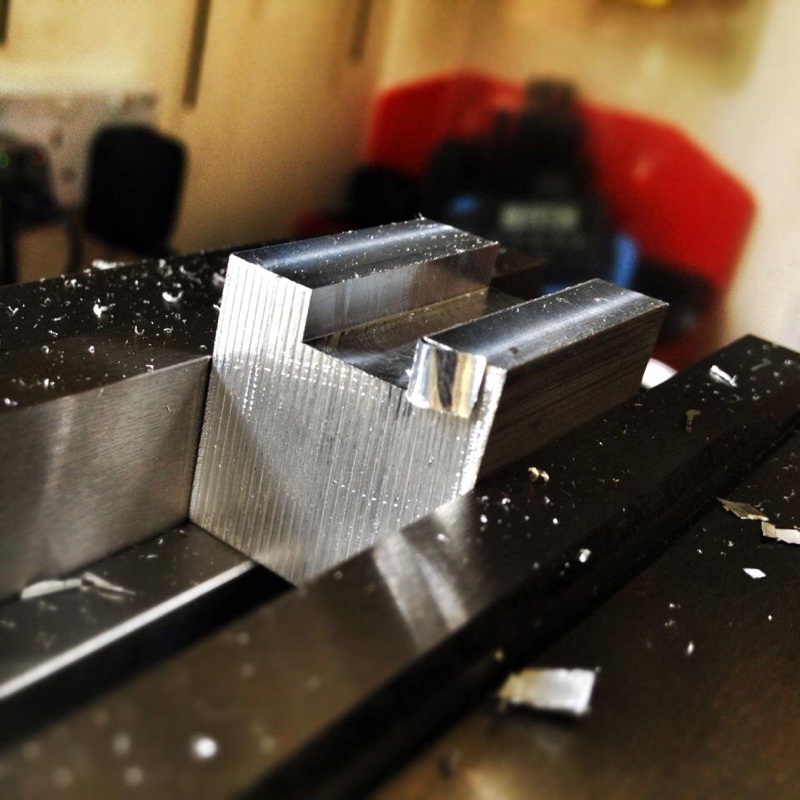
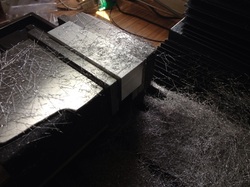
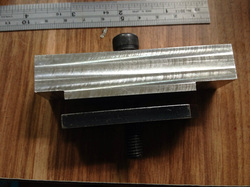
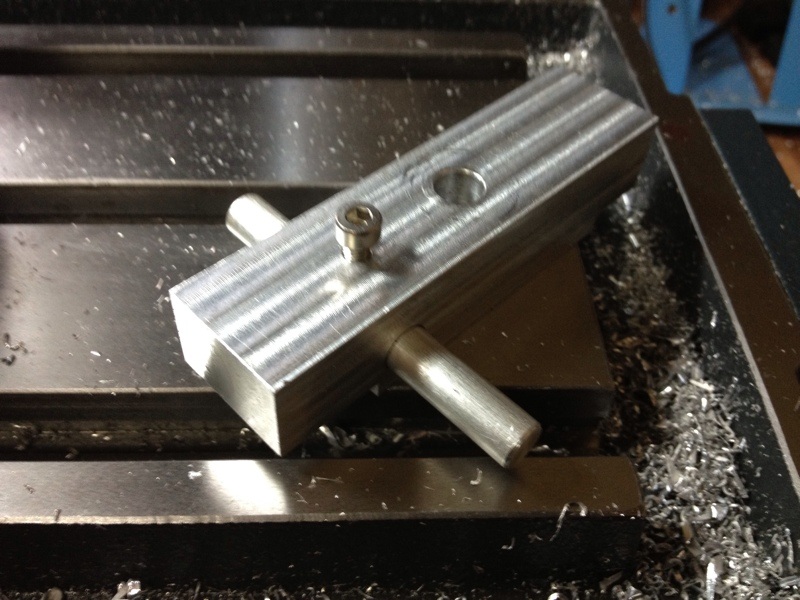
Before Terence left, I took the opportunity to show off how deep the Wabeco F1200 can cut in aluminium in one pass. But being a "chicken", I dialed in only slightly more than 4mm depth and did the cut with a 10mm HSS endmill. Some chatter was felt (and heard) when I was feeding slowing (chicken enough?). As I increase the feed with the handwheel, I realised that the mill can in fact be used more aggressively given its rigidity. I read from Wabeco's instruction manual that it can take, without any problem, cuts up to 10mm deep in steel with a 10mm endmill. Wow.... But I wonder if that is possible with my MT2 spindle bore. On hindsight, I should have pay for the ISO30 tool holding option, which is another EUR 158.82...
Before Terence left, I took the opportunity to show off how deep the Wabeco F1200 can cut in aluminium in one pass. But being a "chicken", I dialed in only slightly more than 4mm depth and did the cut with a 10mm HSS endmill. Some chatter was felt (and heard) when I was feeding slowing (chicken enough?). As I increase the feed with the handwheel, I realised that the mill can in fact be used more aggressively given its rigidity. I read from Wabeco's instruction manual that it can take, without any problem, cuts up to 10mm deep in steel with a 10mm endmill. Wow.... But I wonder if that is possible with my MT2 spindle bore. On hindsight, I should have pay for the ISO30 tool holding option, which is another EUR 158.82...
A video of the cut, taken by Terence.











 RSS Feed
RSS Feed
