The ER32 collet chuck has always been on my want list for a long time. My search online came to a nought as none of those I found matches the Proxxon spindle flange. The spindle flange on the Proxxon has PCD of 83mm for the M6 mounting cap screws and requires recess of 70mm in diameter to mount accurately on its boss. I've 2 options available to me:
- Purchase one online and machine a suitable backplate to fit;
- Make one.
After reading several build logs and gotten lots of encouragement from the good folks of Metalworking Fun & Madmodder, I decided on option 2 - to make a Wongster's Production ER32 Collet Chuck.

This is what I'll be starting with, a piece of mild steel stock slightly bigger than 100mm diameter and about 42mm in height. Wish I can find something around 55 to 60mm but this will do.

This is how it should ended up looking. The pic was taken from Axminster, for the SIEG C4.
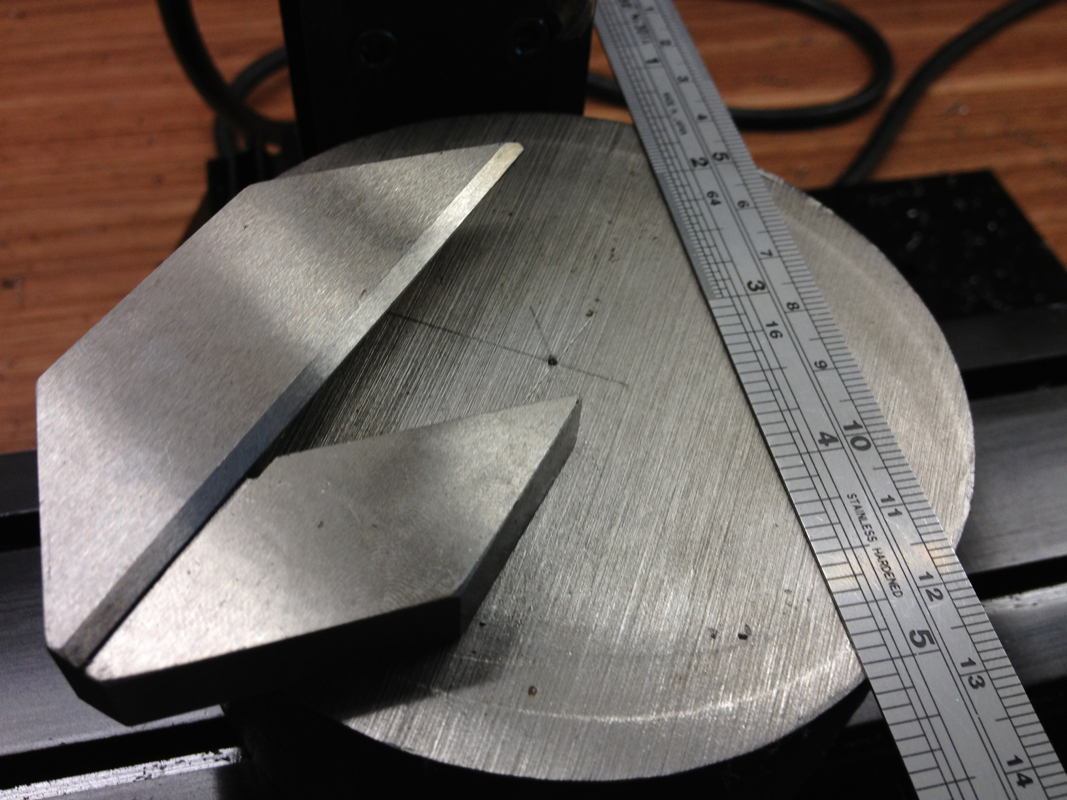
The newly acquired centre square in use to help locate the rough centre of the stock. It is a tad too short but I managed with the steel rule. 3 lines were drawn and the centre of the resulting triangle was punch marked to get the rough centre.
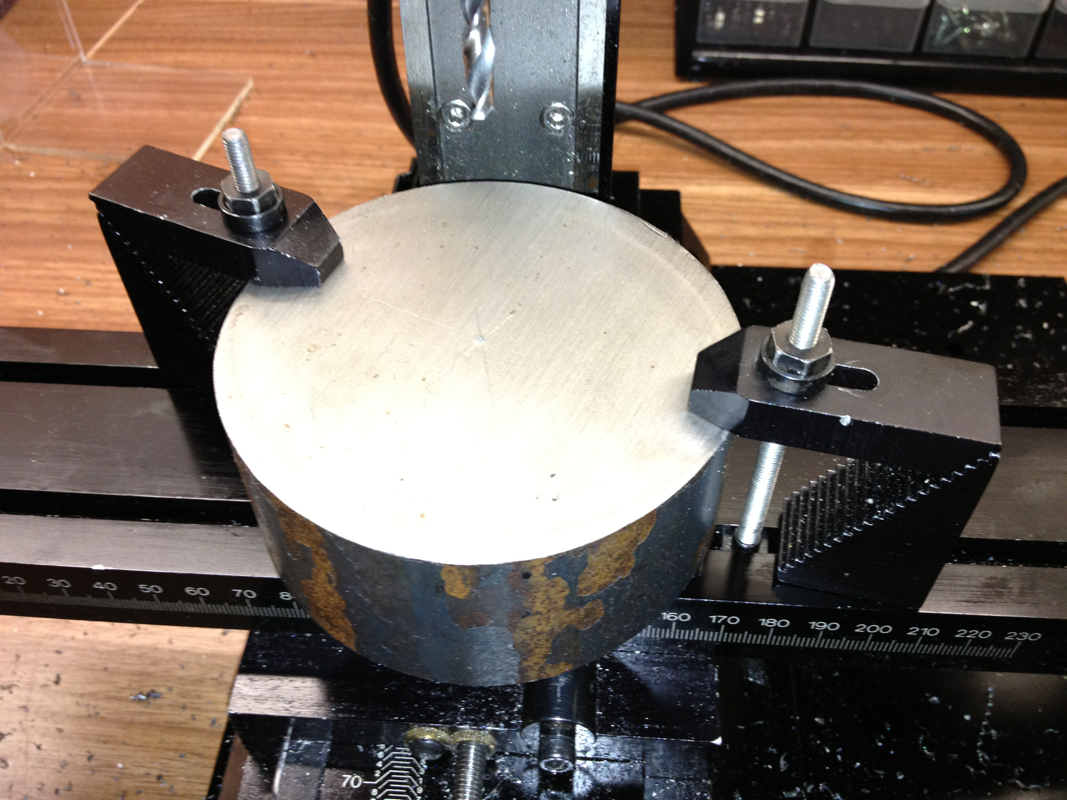
Stock fastened to the mill table with the Sherline's Step Clamps.

The 90-degree Spot Drill was used to make the centre. This proved to be a mistake. I should be using the Centre Drill instead to match the 60-degree point of the Live Centre.
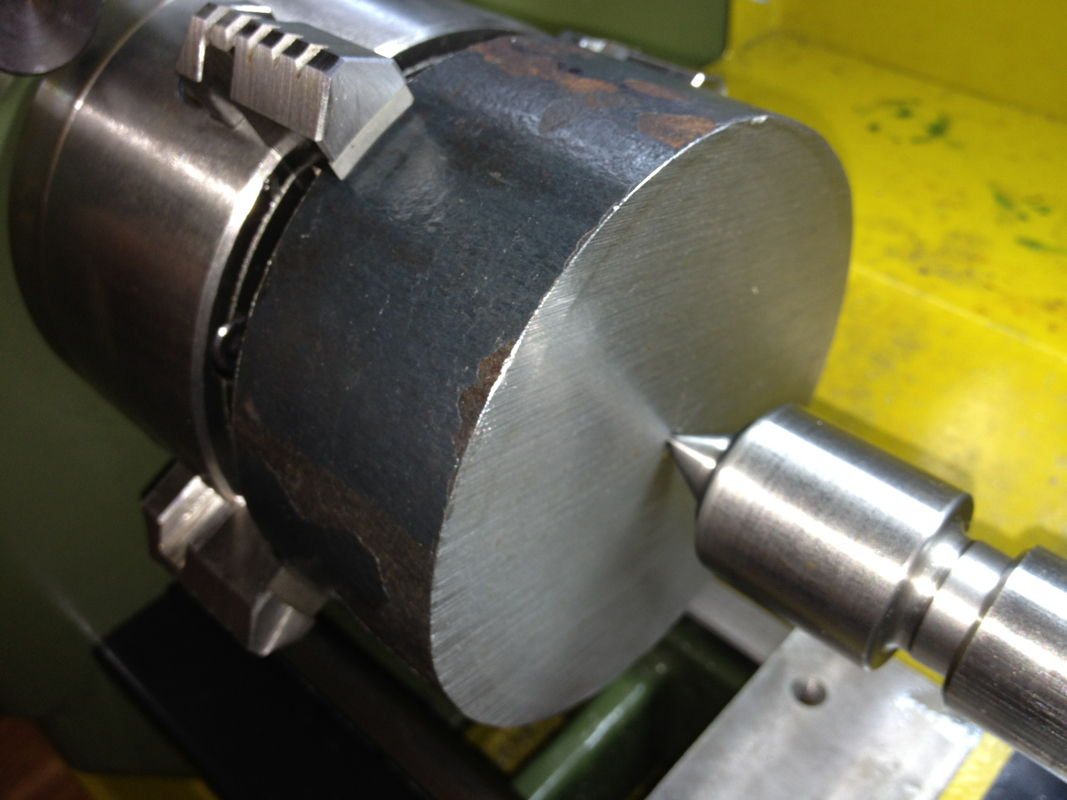
Using the Live Centre to hold the stock against the chuck face while I carefully tighten the 4 jaws of the independent chuck. The 90-degree hole make centring rather difficult.
I took a short video showing how "well" I centred the stock. The wobble was pretty obvious.

Turning down bit by bit. The "skin" was really hard...
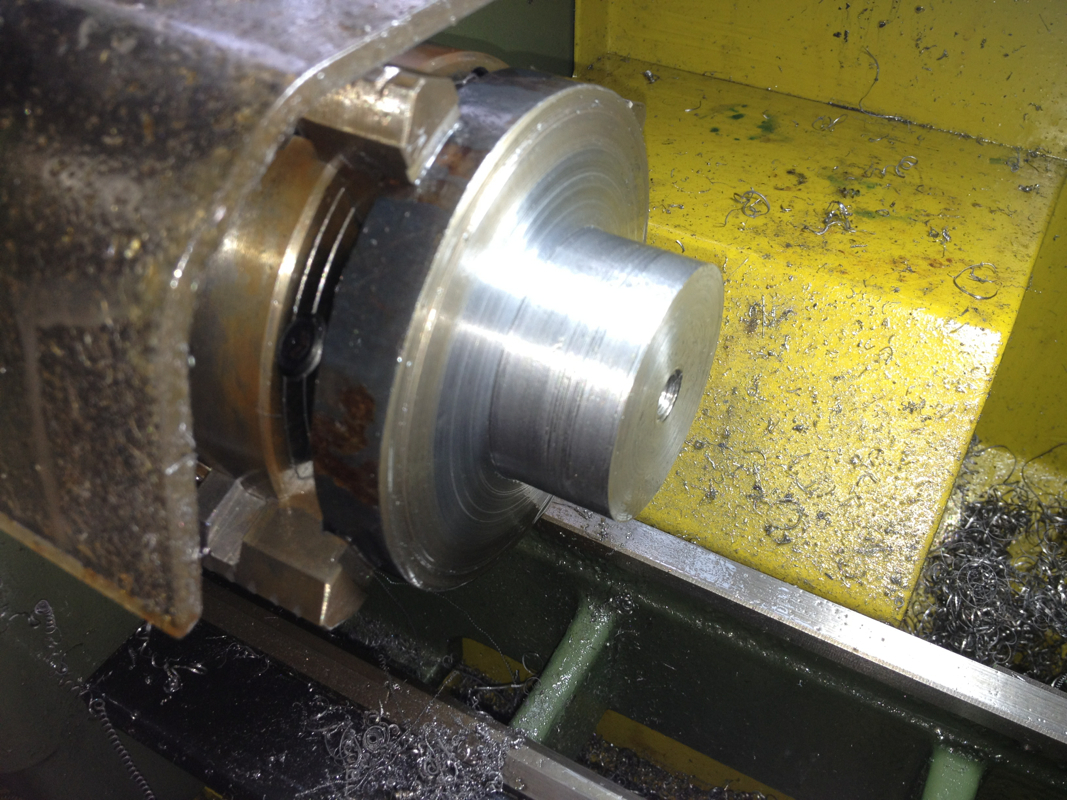
After several hours across several sessions, the section meant for the nose was reduced to 50.03mm. Lots of swarf was produced in the process. DaveH suggested that I reduced it further to 45mm and try to improve on the surface finish before flipping the stock over to work on the other side.
That's all I have for now. hope to get more done in my next session.
 RSS Feed
RSS Feed
