The clearance holes for M6 cap screws were finally done. I've conquered the fear of having misaligned holes with the help and encouragement from various people. This operation may be easy for many readers out there, but I always have problem of getting the clearance hole matching up with the screw holes. Enough "talking", here are the pics:
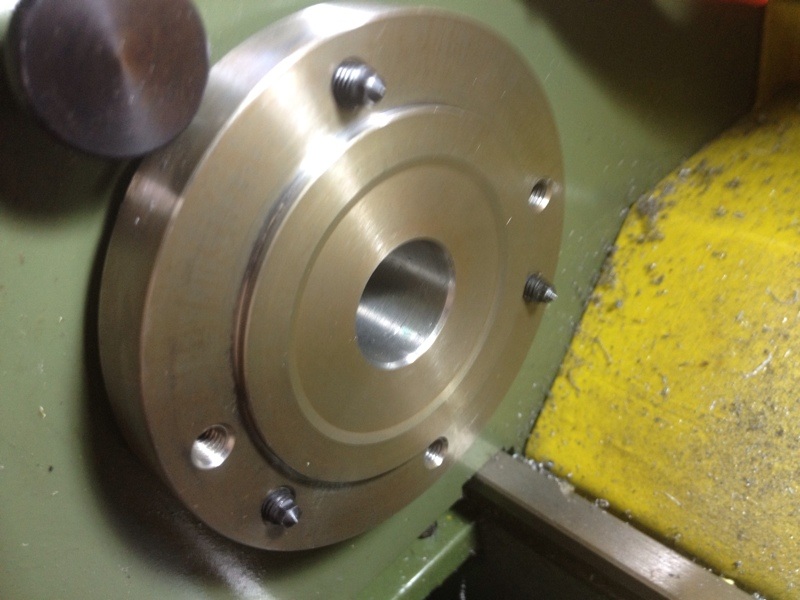
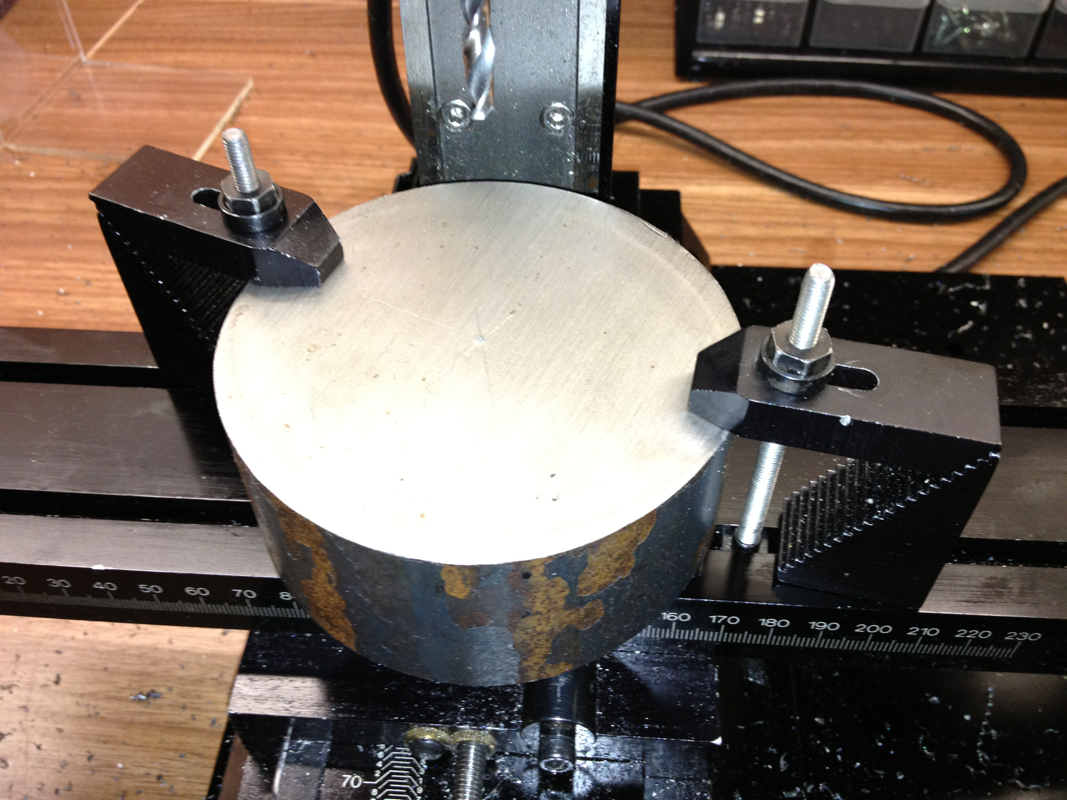
The transfer screws in position, before being screwed in, leaving just a little of the pointy tip above the surface.

The faint marks were deepened with the automatic puncher.

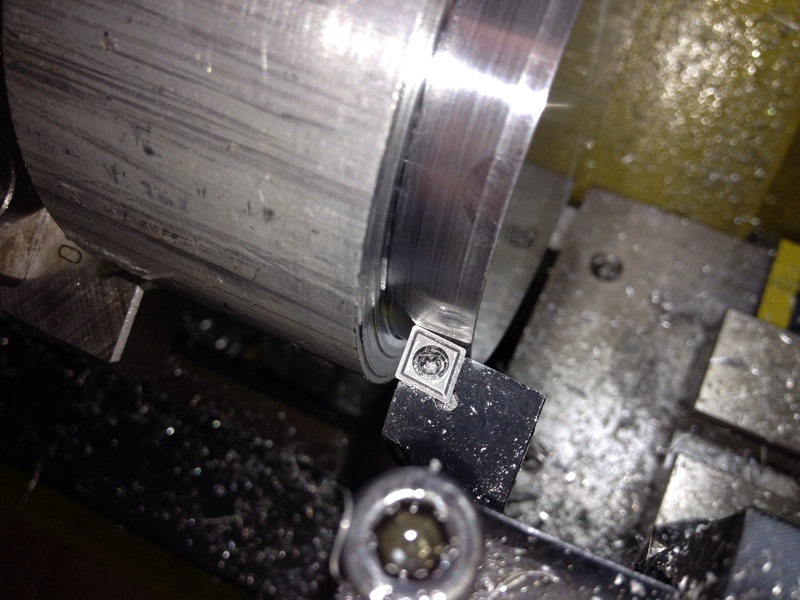
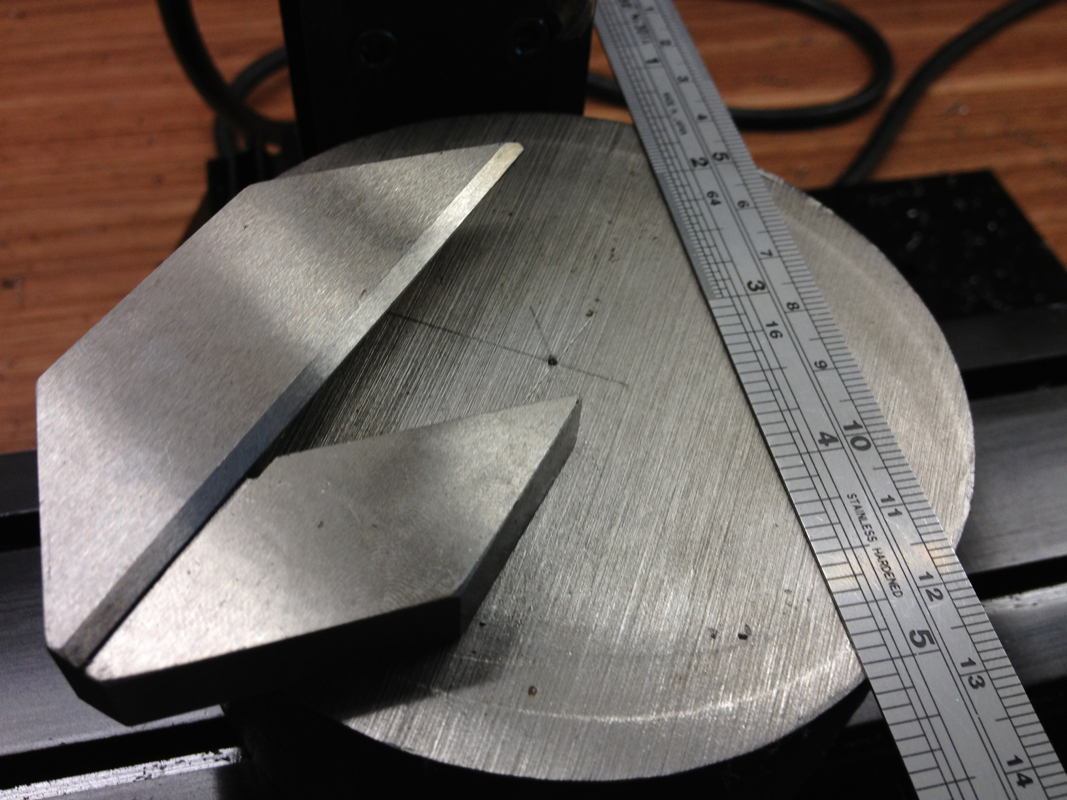
The little 10-20-40 blocks from Arc Euro Trade are indeed very useful for setting up.
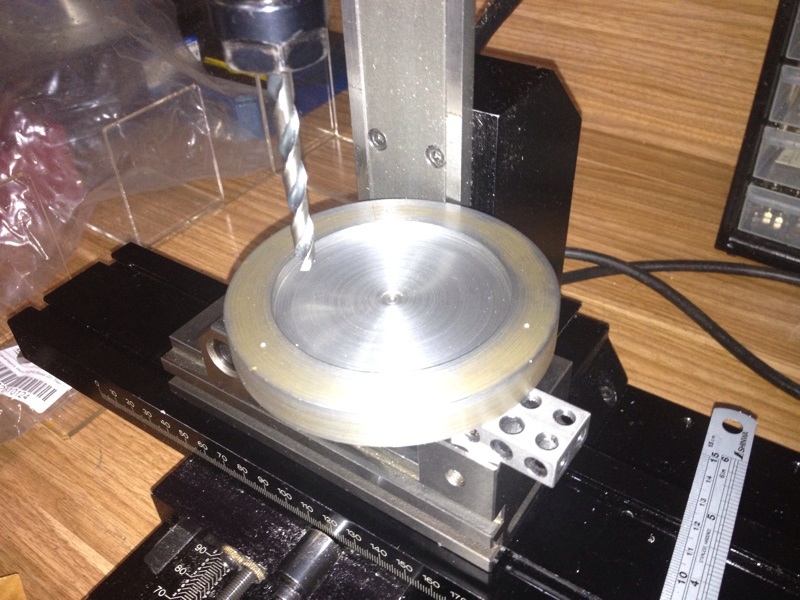
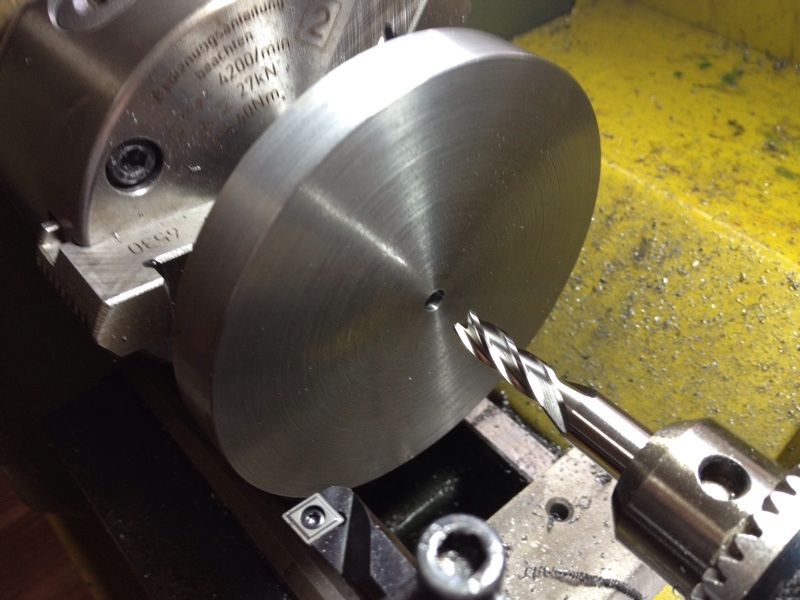
The 10-20-40 blocks were placed under the job to provide clearance for drilling through.
The 3 x 6.5mm done. Due to little travel on the Y axis, I've to reposition the job for each hole.

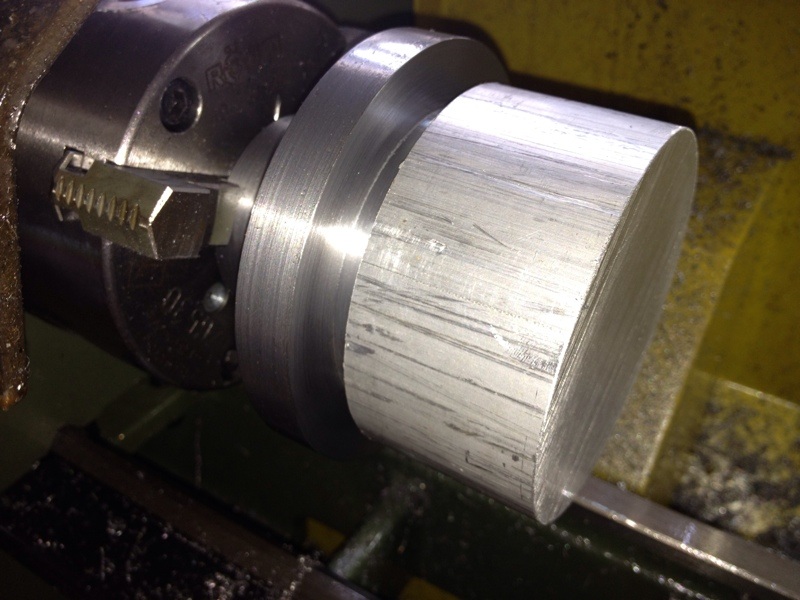
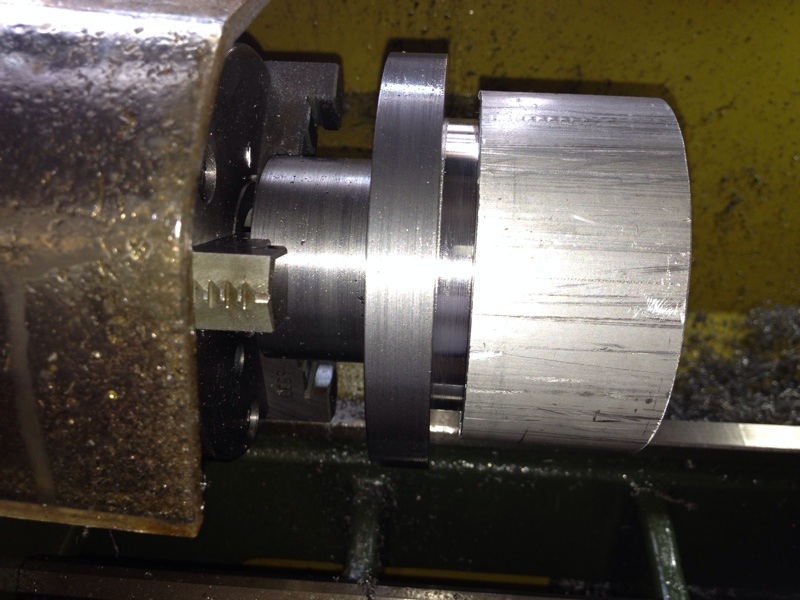
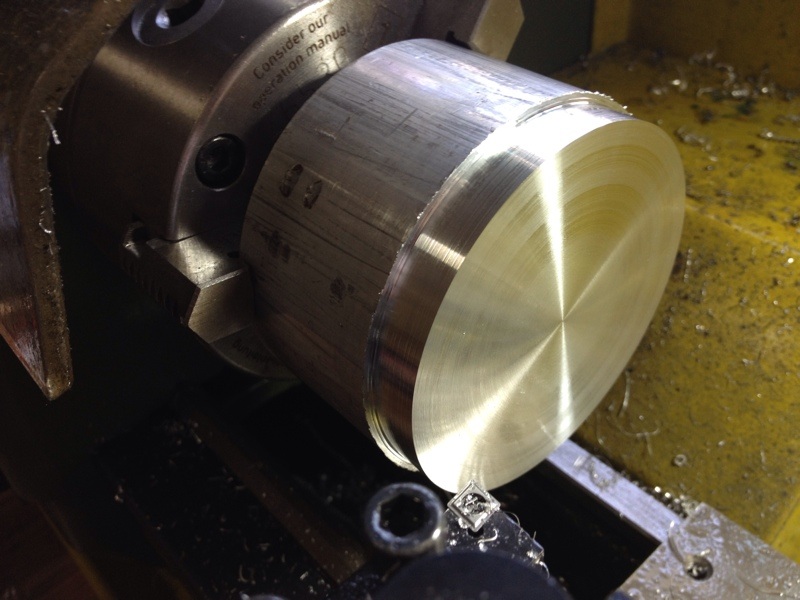
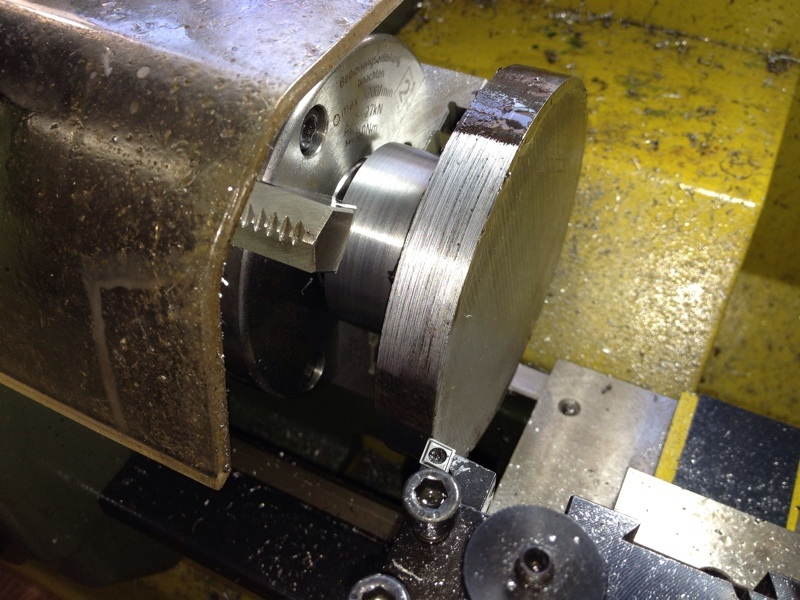
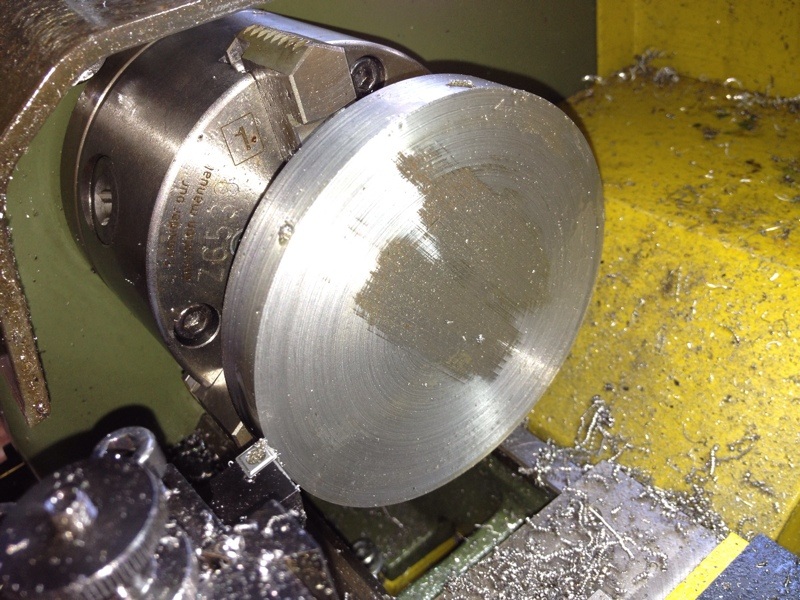
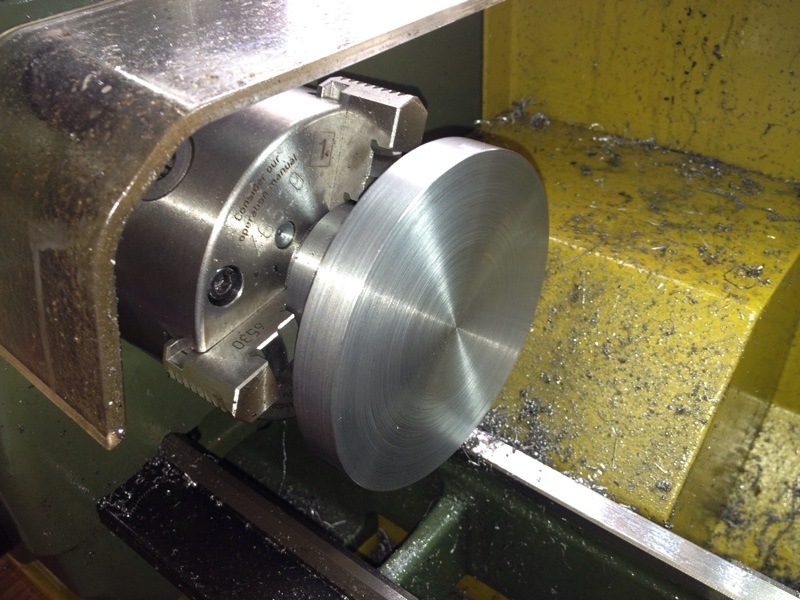
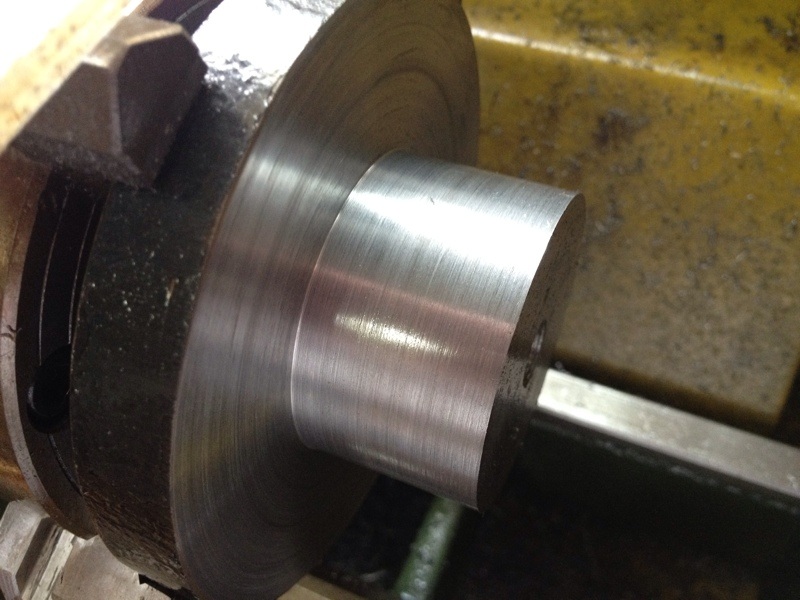
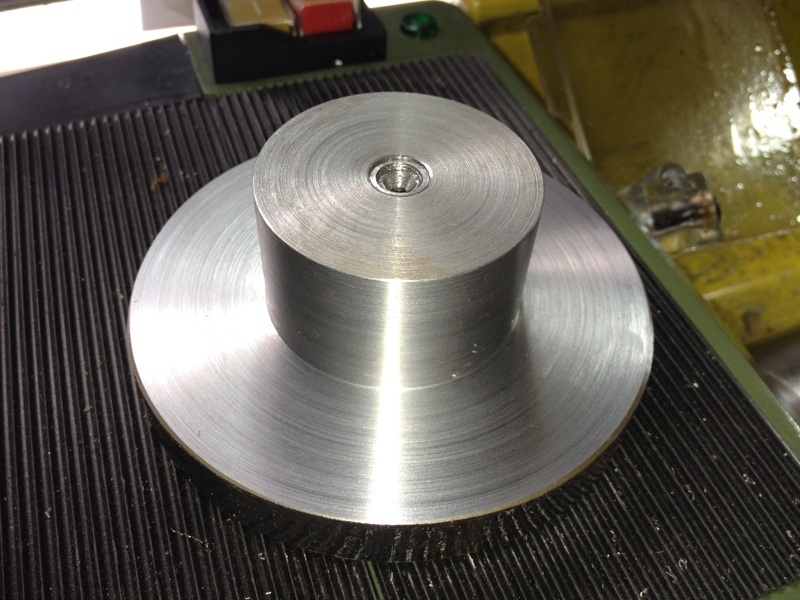
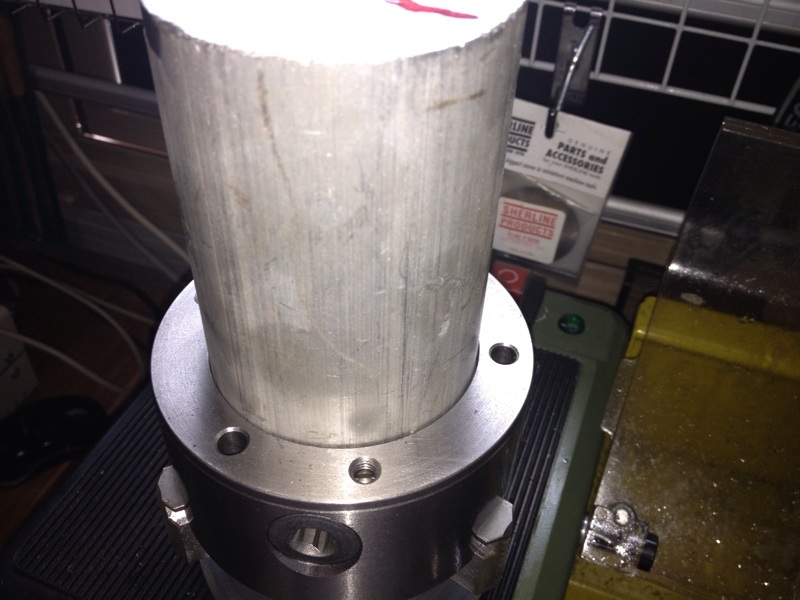
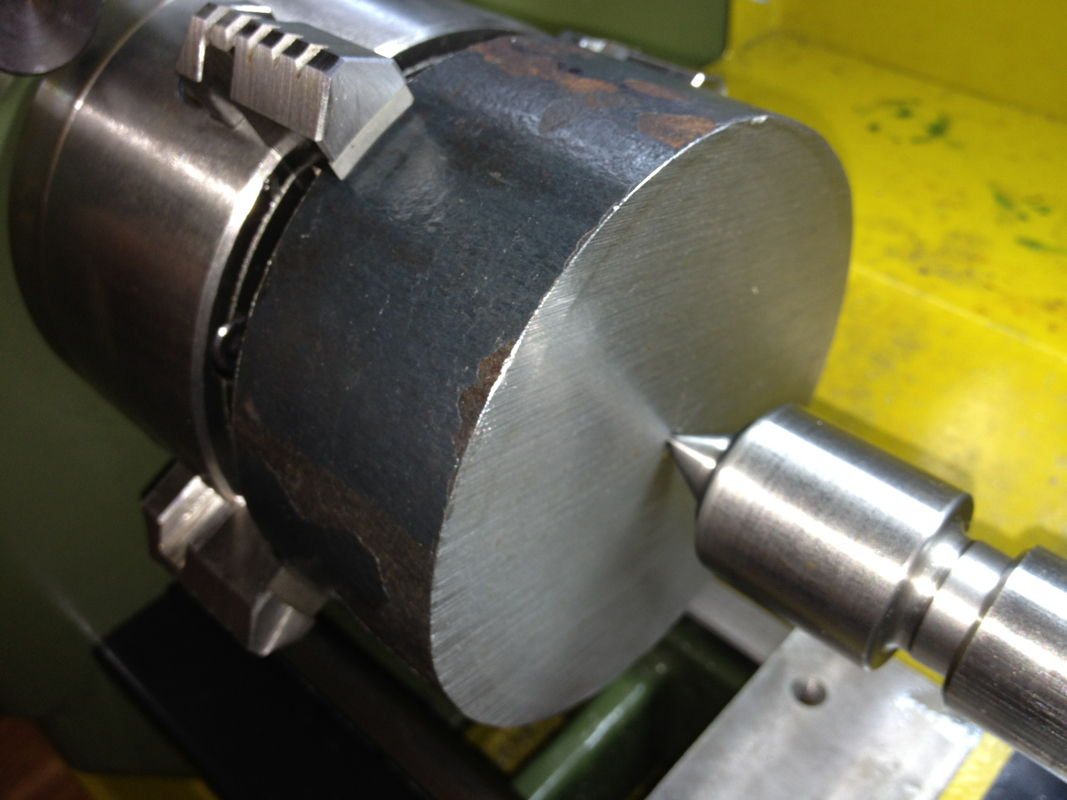
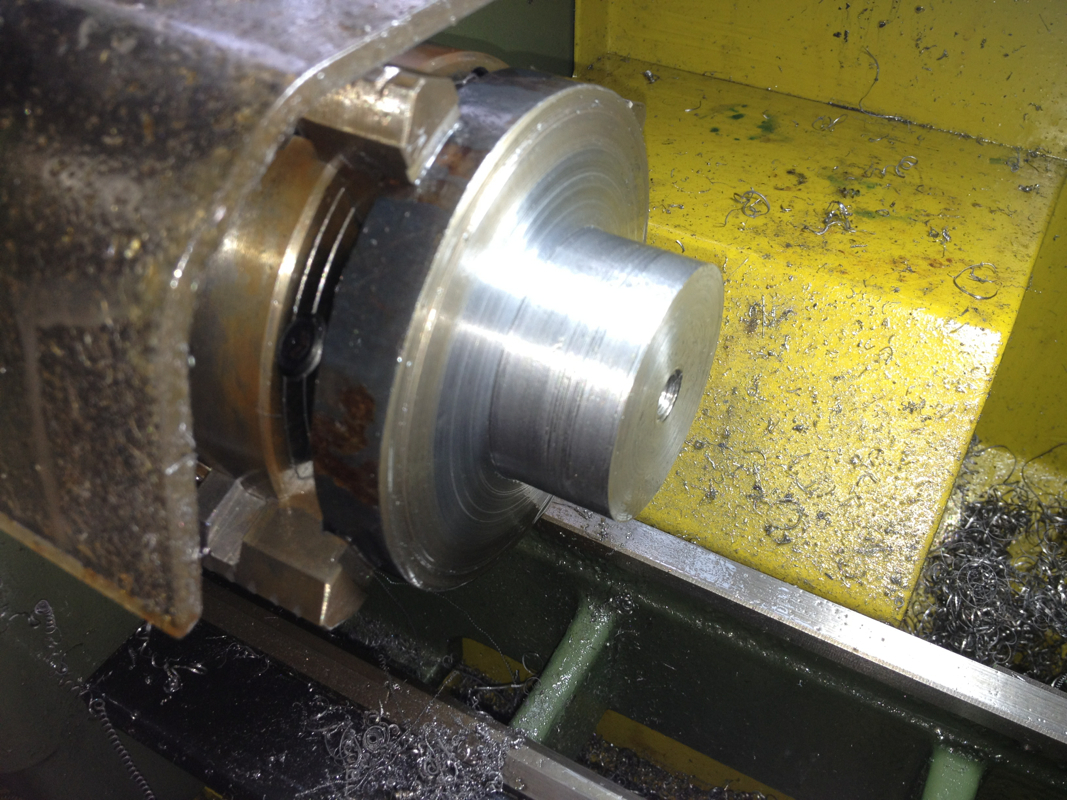
The job mounted on the spindle flange.
Below is a short vid showing that the job spinning. Not too bad, I suppose.
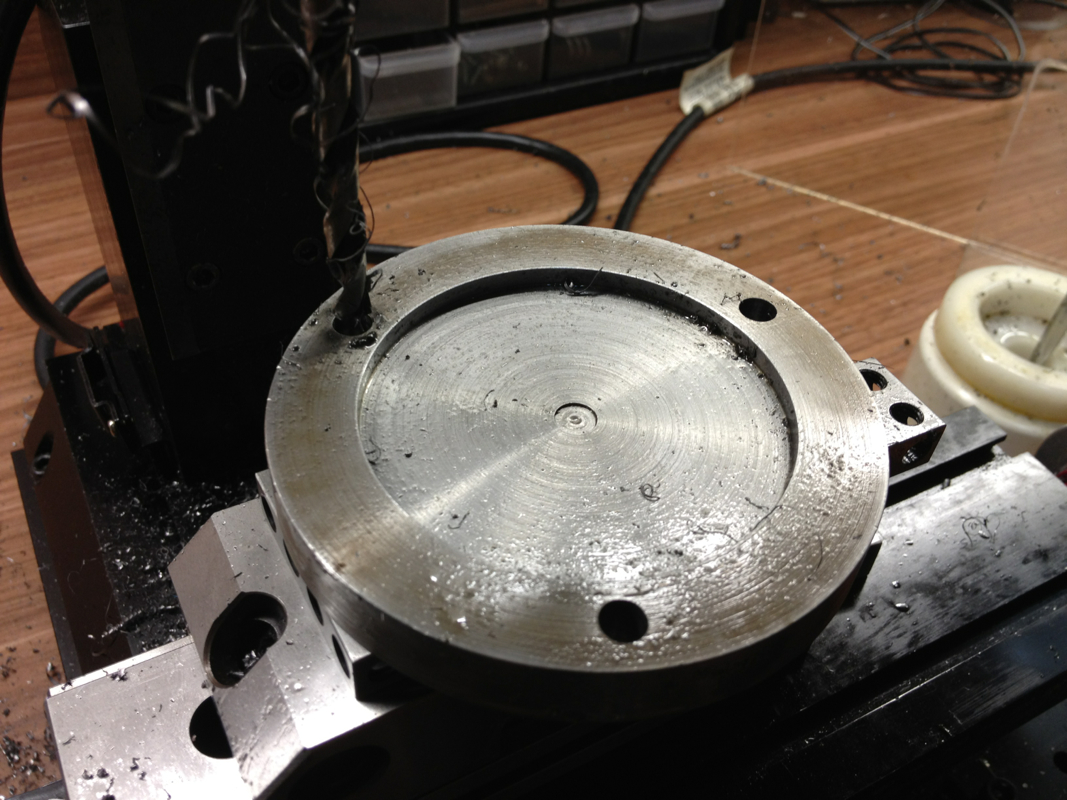
The counterbores were done next. I expected chatter but didn't get any. Spindle speed was slow with lots of cutting oil. The pilot of the counterbore bit was lowered into the hole before job was clamped down on the table.

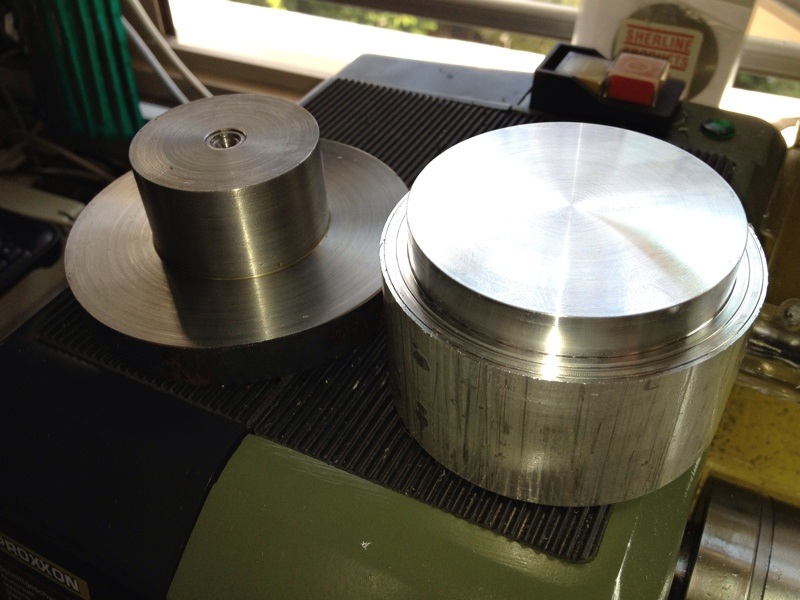
All done.
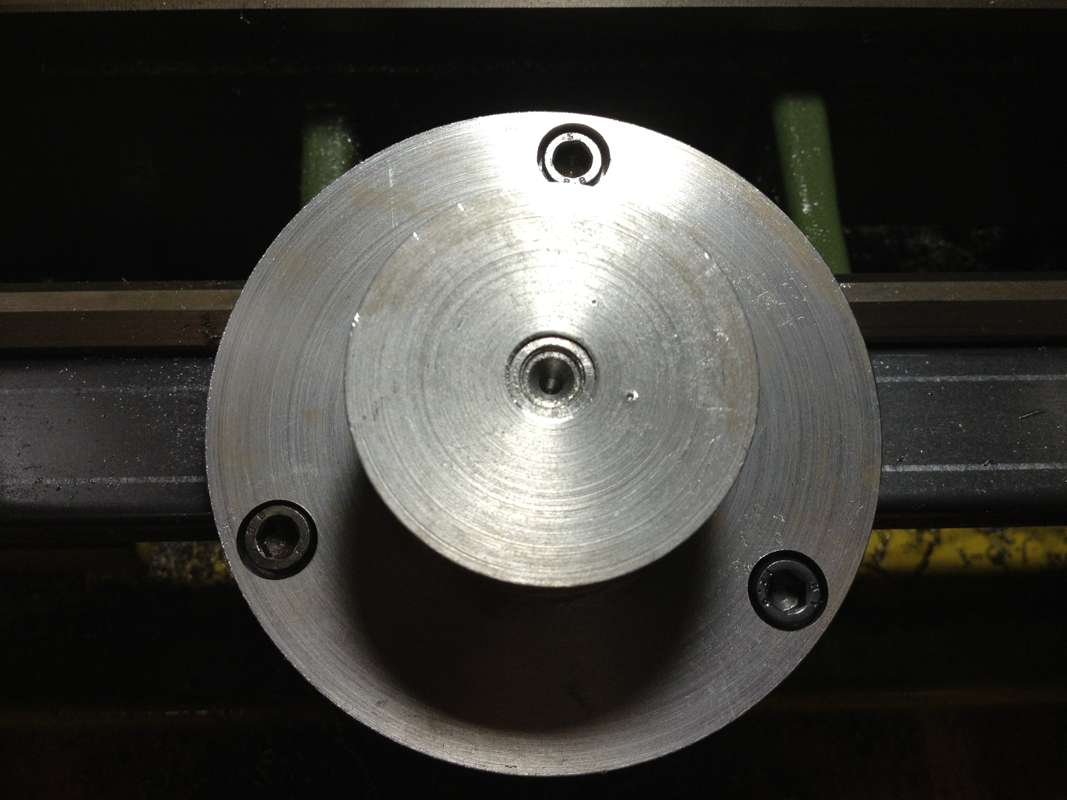
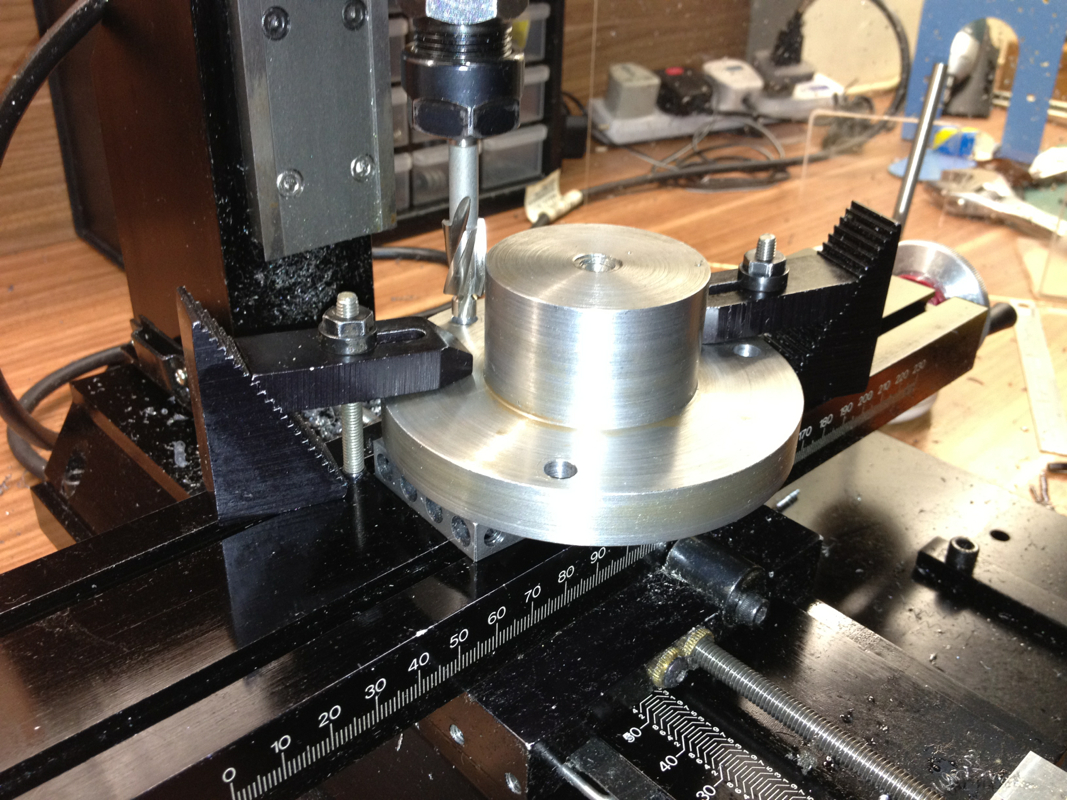
The cap screws sitting just a hair lower than the surface -perfect!
I'm rather happy with the result of today's session. In my next session, after my Bangkok trip, I'll be shortening the cap screws to the required size and trim off the excess on the nose to get ready for threading. The taper bore will be done last.












 RSS Feed
RSS Feed
