I've been wanting to do this for a long time. Jeff Birt of Soigeneris, whom I bought the motion control system from, did a write up on the topic, but I just lack the courage to proceed, given my very limited knowledge in electrical works. He did a PDF and have it posted on his website which you can view the PDF on his site here: http://www.soigeneris.com/Document/Gecko/Using_the%20Gecko_G540_VFD_Output.pdf.
The idea is a simply one; using Gecko's VFD circuitry to output signal between 0V - 10VDC and feed that to the KBIC board. This replaces the existing speed control potentiometer.
From Jeff's writing:
The idea is a simply one; using Gecko's VFD circuitry to output signal between 0V - 10VDC and feed that to the KBIC board. This replaces the existing speed control potentiometer.
From Jeff's writing:
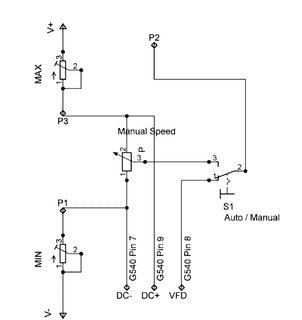
Can't remember exactly when it all started, Terence and I was chatting about controlling the spindle through gcode. One thing led to another, he started doing research and put together the necessary components. His idea is slightly different from Jeff Birt's as he finds it necessary, for safety reasons, to cut off the the pot when operating on auto mode and the G540 when operating under manual mode.
This is what he came out with:
This is what he came out with:
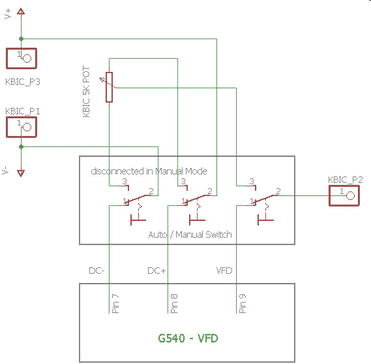
What he said makes sense to me; we have live voltage of 240V on one end. Any accidentally grounding will send a nasty shock to the operator or fry the KBIC board. Also, when operating in auto mode, there is no reason to leave the speed pot connected since the pot is no longer in control of speed adjustment.
With Terence around and doing the same, I mustered up my courage and went ahead with the mod. Here is a brief write up on my journey, based on the little I understand when Terence was trying to explain to me.
If you have any questions on this mod, drop me a note, I'll ask Terence for his input if its beyond me...
Here goes:
With Terence around and doing the same, I mustered up my courage and went ahead with the mod. Here is a brief write up on my journey, based on the little I understand when Terence was trying to explain to me.
If you have any questions on this mod, drop me a note, I'll ask Terence for his input if its beyond me...
Here goes:

Knowing that I'm a total idiot with electrical stuff, Terence made me these - a wiring harness, completes with printed labels. Maybe can sell as a kit for those interested.
The DB9 connector is for my Soigeneris' control box, which brought out the VFD to its back panel for neater connection.
The "kit" looks rather nice, much nicer that some of those I bought from companies abroad.
The DB9 connector is for my Soigeneris' control box, which brought out the VFD to its back panel for neater connection.
The "kit" looks rather nice, much nicer that some of those I bought from companies abroad.
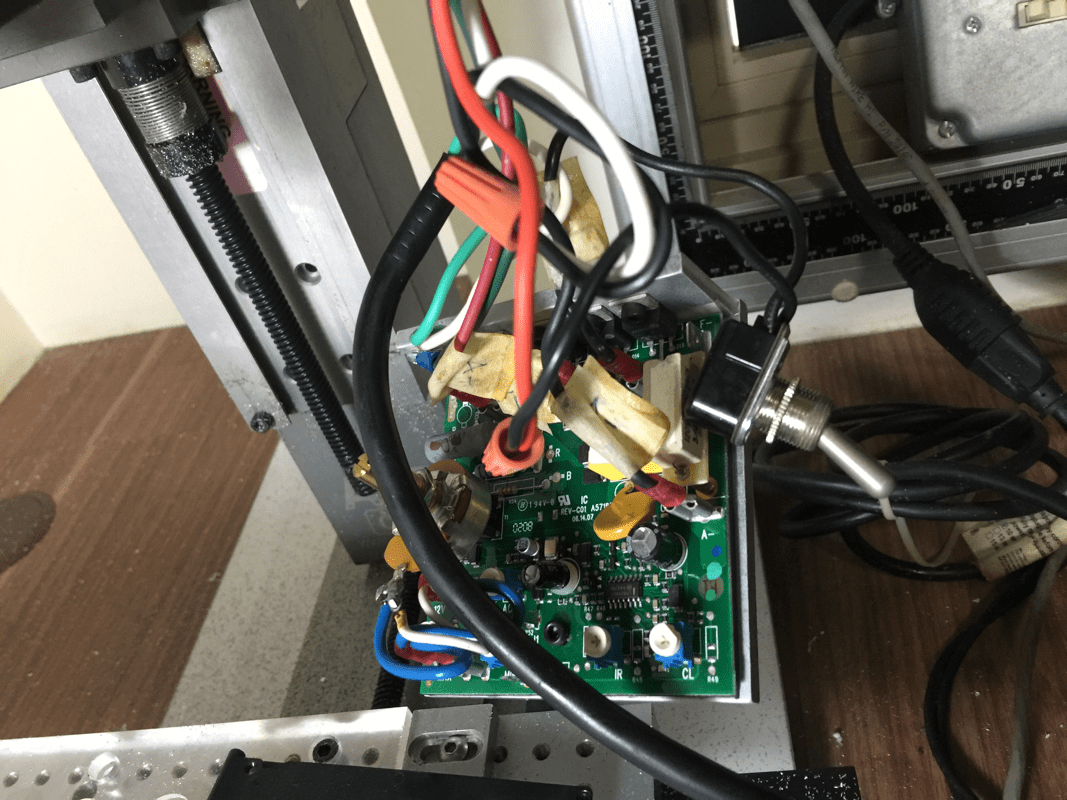
Some pics were taken before I start meddling with the components within the box. Tend to forget what goes where after removing stuff...
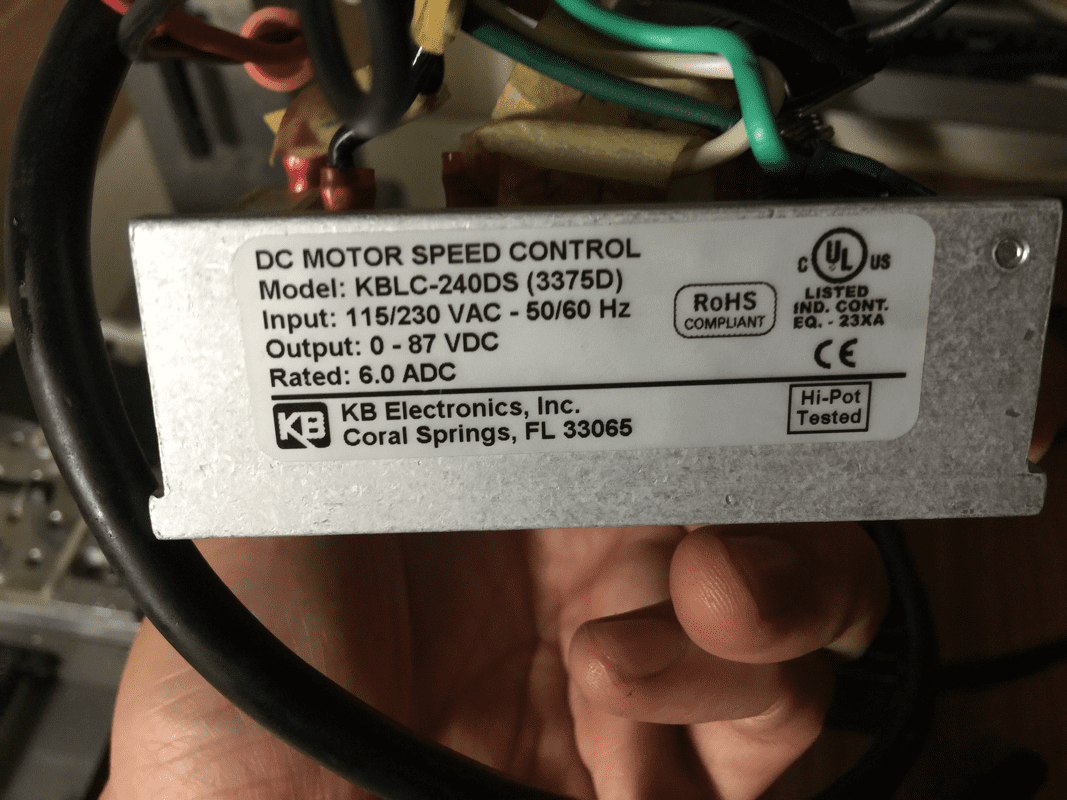


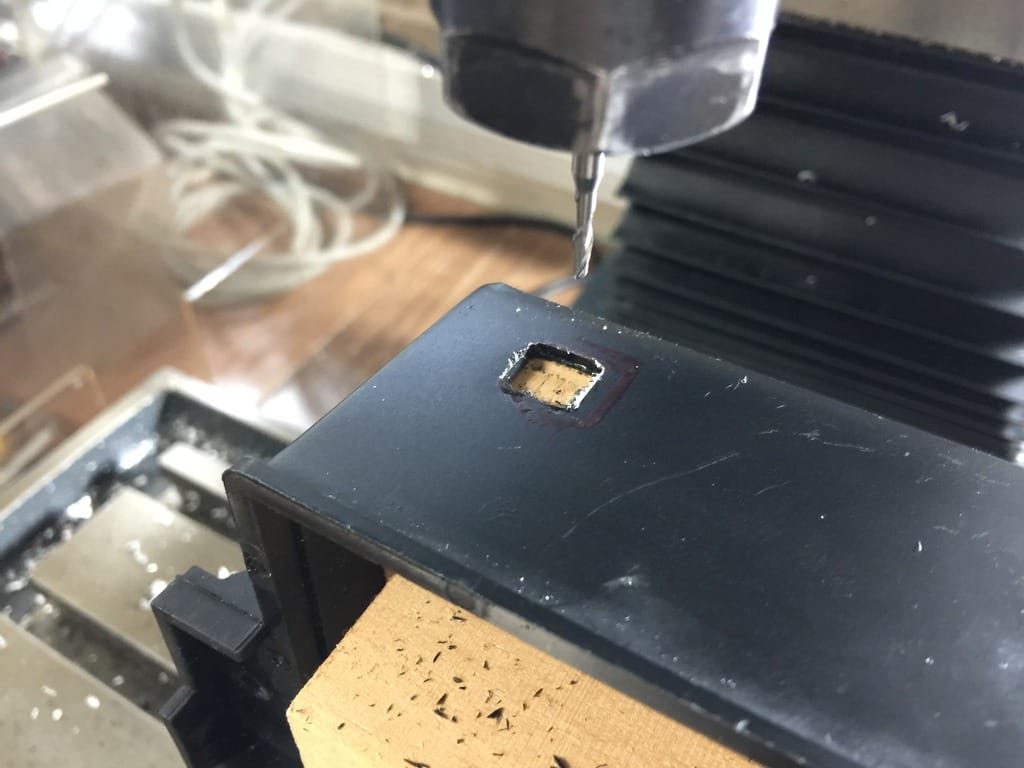
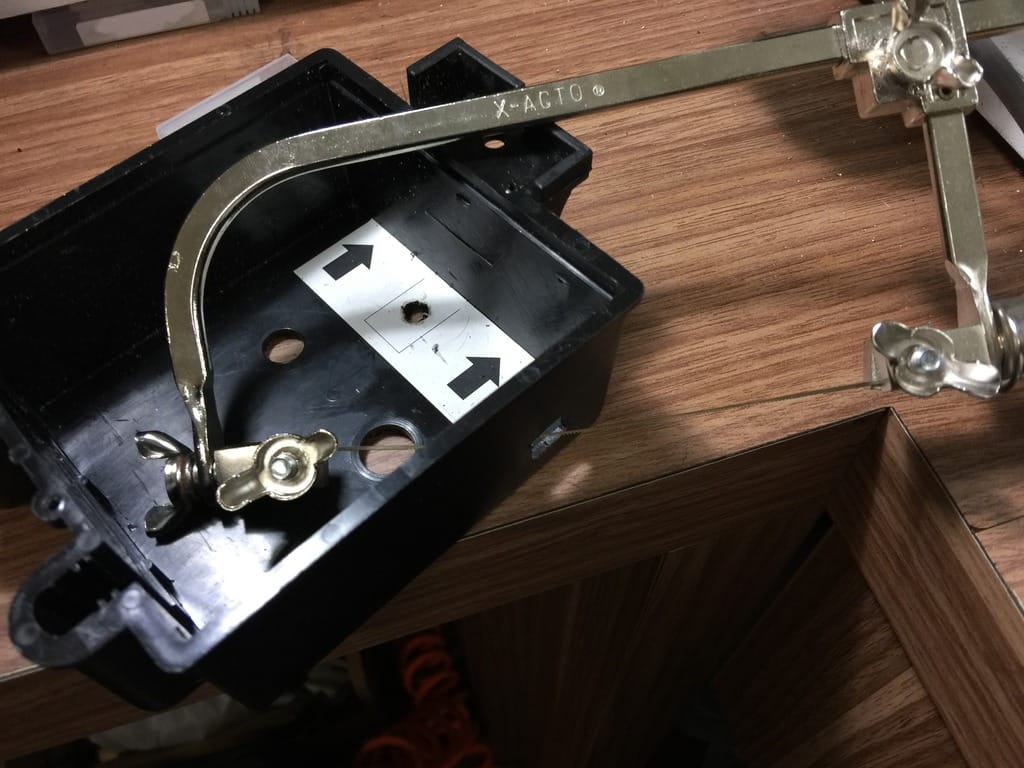
Preparing the box
Terence provided a sticker to mark out the hole location for the switch. I screwed it up by pasting it more to one side...
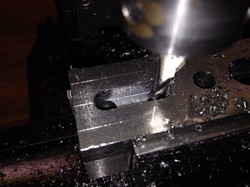
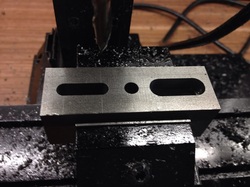
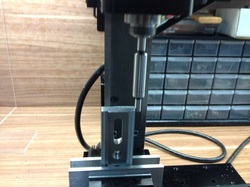
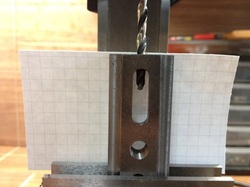
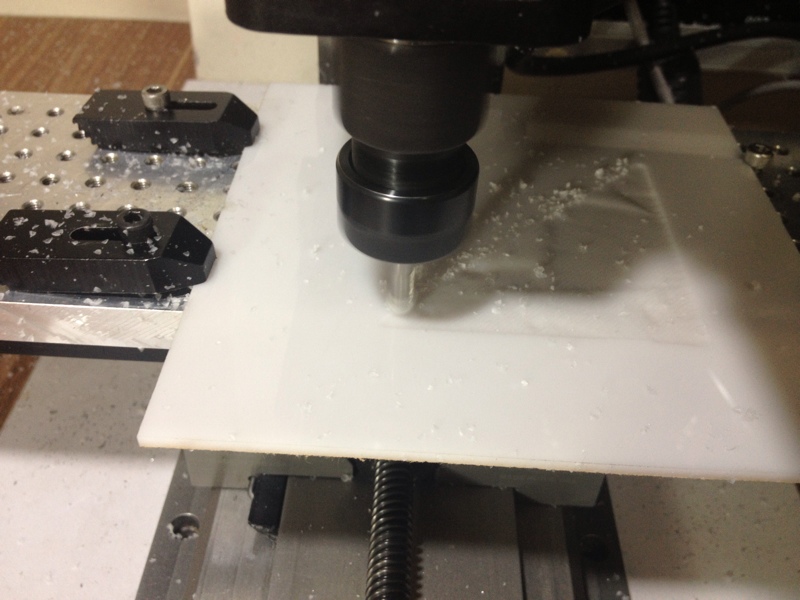
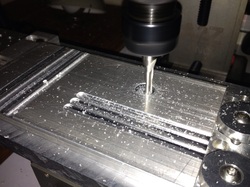
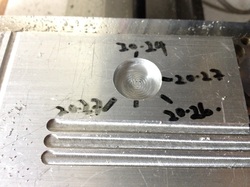
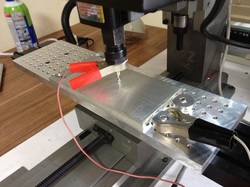
The square hole was more of a challenge to me. So I decided to rough it out on the mill and finish it off with either a file or the jeweller saw. As the plastic box flexes quite a lot, 2 pieces of wooden blocks were used to support from the bottom. Quite a bit of filing was needed before I managed to squeeze in the molex connector.
The square hole was more of a challenge to me. So I decided to rough it out on the mill and finish it off with either a file or the jeweller saw. As the plastic box flexes quite a lot, 2 pieces of wooden blocks were used to support from the bottom. Quite a bit of filing was needed before I managed to squeeze in the molex connector.





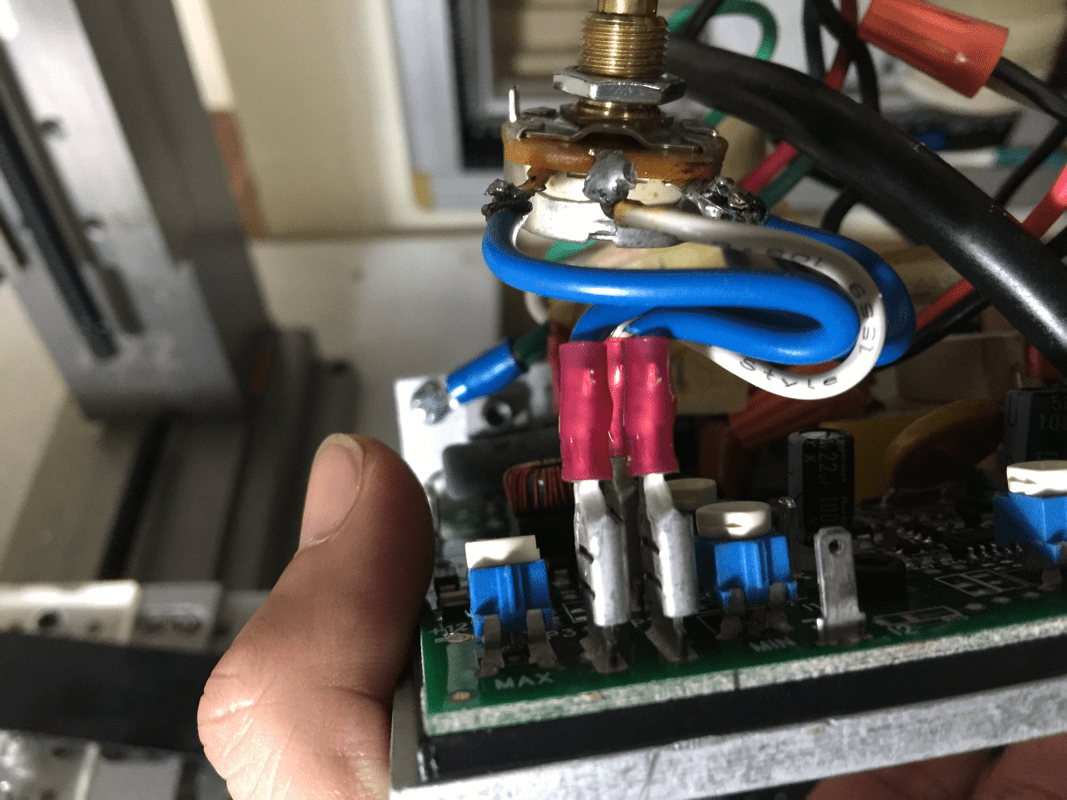
Connecting the wires
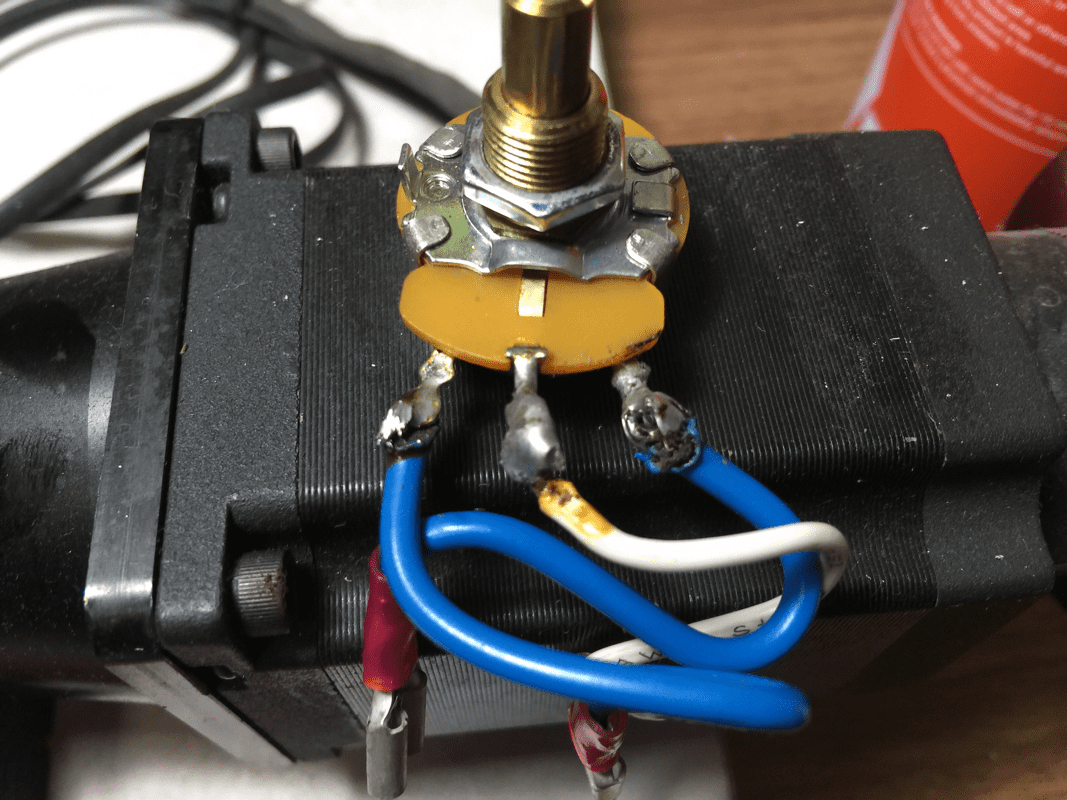
Connecting the speed pot to the switch. Basically just a follw the label and insert the connectors operation. I'll have to slap myself if I screw up even this...
I've forgotten to take pics while putting back the board to the box. Its a tight squeeze but everything went in without a problem.
I've forgotten to take pics while putting back the board to the box. Its a tight squeeze but everything went in without a problem.
  |  |
Having the ability to control the spindle speed in my gcode is really a dream coming true, all thanks to my buddy Terence. The mod has yet to be completed as we need to tell Mach3 the speed the spindle is spinning at (calibration) so that it knows how much to put out for the speed commanded. So the next part of the project involves making a tachometer that reads the spindle speed and output it to both the LED display as well as to Mach3 via its Index pin. It is a tougher part for me as it involves electronics work. But so far I managed, with lots of help of course! lol....
This stage was made so easy because of the fact that most of the things were done for me with the kit. It turned out to be not as scary as I envisaged it to be. Let me know if you are contemplating to do the same. Send me some pics if you may, while doing it. I'll post them up.
Meanwhile, have a
Merry Christmas!!!
This stage was made so easy because of the fact that most of the things were done for me with the kit. It turned out to be not as scary as I envisaged it to be. Let me know if you are contemplating to do the same. Send me some pics if you may, while doing it. I'll post them up.
Meanwhile, have a
Merry Christmas!!!
































 RSS Feed
RSS Feed
